Machine tools standards ease transfer of machining instructions from machine to machine anywhere in the world, making manufacturing 15% more efficient, according to tests. Digital manufacturing uses models and simulation to increase flexibility and quality and decrease costs. A workshop in October will address a remaining hurdle, providing potential benefits to precision machining, robotics, 3D printing, and other areas.
Machine tools have been controlled using digital codes since the invention of paper tape. See Figure 1. Digital codes are used for every type of manufacturing. Digital manufacturing is about replacing these codes with 3-D models. There are several good reasons for this. One is that models are easier to share because they are not specific to one system. A second is that cloud services can be developed to optimize models. A third is that laboratory tests have shown models make manufacturing 15% more efficient.
Digital manufacturing can be applied to different kinds of control; anything that uses G-codes can be replaced by the models that generated those codes. This includes precision machining, composite tape layup, robotics, and 3D printing.
An analogy with driving a car helps explain. Consider a trip from New York to Washington. If the schedule is tight, speed is increased. If there is time, then gas is saved, and wear is reduced by driving as gently as possible. Now suppose this is required with your eyes closed. No worries. Very detailed instructions will be provided, such as the following:
- Drive for 2 minutes 16 seconds at 69.1 mph
- Turn left by 35 degrees and slow down to 55.4 mph; enjoy the ride.
When driving, some turns may be missed. There may be some near misses. Even careful planning may not help avoid an accident in some circumstances. When drivers have a plan that works in a high-risk traffic area, they seldom risk changes. This is why machine tools are rarely adjusted to go faster or slower.
Flexible manufacturing
Models make manufacturing more flexible. If the machining plan is about to start cutting metal then a change in forces can be anticipated. If cutting more deeply, slow down to balance the forces. If you are hogging material, then do not worry so much about the corners. When finishing, keep the machining smooth.
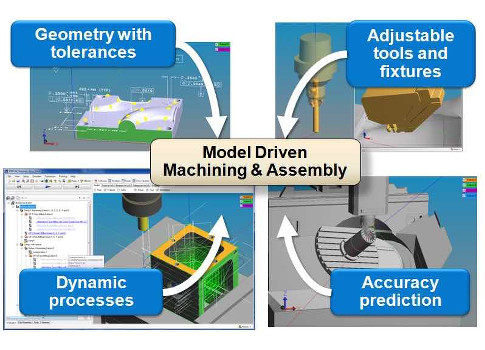
Figure 2 shows a machining model example. As shown on the top left, the geometry of the part with its tolerances is very important, explaining the part being made. Without knowing part geometry and what the design requirements are for surface finishes, tolerances, and dimensions, then adjustments on the machine cannot be made. The top right shows other models. Models of the cutters and fixtures are needed to model where they will be located during machining. If the machine accelerates or decelerates, then performance limits and the current cutter wear are needed.
The bottom left of Figure 2 shows how the process can be modeled. A lot has happened in computer science since G-codes were invented. A digital manufacturing standard can organize a process-model-driven machining and assembly. The process data can be associated to the working steps so that one instance can be edited instead of editing many places in a G-code file. Also, work plans can be organized to allow for multiple consecutive steps, multiple alternate steps, and multiple concurrent steps.
Finally, the bottom right of Figure 2 shows why a model of the machine tool also should be included in the digital manufacturing data. With this model the kinematics of its components can be included in the calculations. This further reduces the chances of collisions. Including accuracy data in the kinematics further enhances the quality of the result.
This data allows simulation of the manufacturing process. Traditional G-codes can provide simulations. The difference here is that the system is in charge, running on the control device and generating any internal codes just in time from the models. And just like an eyes-open driver, the simulator can take advantage of the conditions to run more quickly, save tool wear, avoid collisions, and enhance quality.
Ten years of testing by an international team has demonstrated the savings. The team built a new simulator that can be used to run controls from models called Step-NC Machine. Using Step-NC Machine, has shown that machining can be made more efficient by substituting better tooling. It has shown how computer numerical control (CNC) machining and coordinate measuring machine (CMM) measurement can be integrated. And it has tested all kinds of machine configurations on all kinds of parts.
[STEP, the Standard for the Exchange of Product Model Data, is an ISO standard (ISO 10303) that describes how to represent and exchange digital product information.]
A few steps to go
So what’s the problem? Ten years is a long time. There have been several issues. First, there was the difficulty of deciding how to add tolerances to geometry data. This took a long time. Agreement had to be reached between the big engineering users and the computer-aided design (CAD) vendors. Everyone had to be assured that the new models would have all the necessary capabilities, for now, and into the future.
Second, there was a processing problem. Until recently, the computer in a control was very small. Perhaps, smaller than the one in most smart phones. This is ironic because when G-codes were first invented, the machine tool was the second biggest computer in the enterprise. More than 50 years later, the only reason why a control computer is updated is because it needs a bigger CPU to meet the minimum requirements of the operating system.
Model-based control requires real-time simulation, which requires a powerful computer. Fortunately, all the multi-media support required for modern applications means that even the smallest computers are now getting powerful. Controls are available that include up to four co-processors and 16 gigabytes of memory, which is sufficient for most real-time simulations.
This leaves one problem: developing a standard for the digital manufacturing data. The 10 years of testing was performed using a very large model, but it was not large enough. It included the best available definitions for all kinds of features and operations used for milling and turning. But, for each type of property, it only picked one definition, and in practice there are many possible definitions with each being optimal for a different situation.
Applications, new definition
Figure 3 above shows two ways to measure the depth of a feature-one from the top and one from the bottom. From the mathematical perspective, measuring from the bottom is best. It is a more stable location if the machining changes. However, machinists usually want to measure from the top because that is where the part was placed.
Digital Manufacturing Day, October 21, in Baltimore, will detail the new concept, allowing a definition to be shown in the geometry associated with a design requirement and referenced to an external standard. Figure 3 shows how each dimension is prefixed with the name of its source definition.
– Martin Hardwick is president, Step Tools Inc.; edited by Eric R. Eissler, editor-in-chief, Oil & Gas Engineering, [email protected].
Key concepts:
- Models are easier to share because they are not specific to one system.
- Cloud services can be developed to optimize models.
- Laboratory tests have shown models make manufacturing 15% more efficient.
Consider this
Modeling before executing designs will save on machine wear and tear and save on general maintenance over time.
ONLINE extra
Learn more about Digital Manufacturing Day.
www.steptools.com/library/stepnc/demos.html
See additional stories about CNC machines and digital manufacturing standards below.



