In a chlor-alkali membrane process, hydrogen and chlorine gases are produced using electrolyzers. Maintaining stable pressure on both sides of the membrane is critical for safety and equipment life.
Production of hydrochloric acid (HCl) involves combining hydrogen and chlorine gasses in a burner. The gasses used as feedstocks are created using a chlor-alkali process, where brine (NaCl) and sodium hydroxide (NaOH) are broken down by electrolysis in reactors called electrolyzers. The main components of an electrolyzer are the anode and cathode, separated by a membrane. The membrane is very sensitive to differential pressure fluctuations on its sides between the hydrogen and chlorine gas headers, so one of the most important process variables is controlling gas pressure in both headers to maintain a desirable differential pressure across the cathode and anode. This must be maintained at all times to maximize membrane life while avoiding any potential process safety incidents because of an upset (see Figure 1).
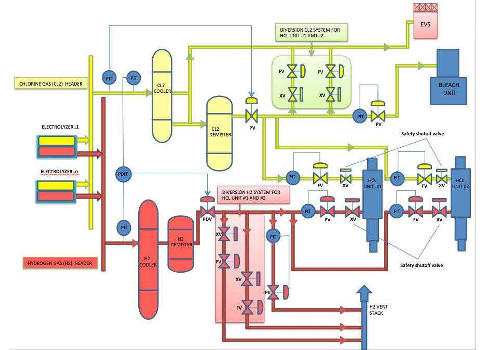
The desired differential pressure of about 8 in. WC across the membrane in the electrolyzer cell room has to be maintained constantly. Typically, the chlorine header pressure is 112 in. WC while the hydrogen header pressure is 120 in. WC, creating the desired differential. This is stabilized using a differential pressure controller. If the differential pressure exceeds safe limits or chlorine pressure gets too high, the cell room will be shut down. Excessive chlorine pressure is relieved by releasing gas to the waste gas de-chlorination system or emergency vent scrubber (EVS) system. Similarly, gas relief to the stack prevents excessive hydrogen pressure (see Figure 2).
The gas streams from the electrolyzer are treated and then pass to the HCl synthesis burner unit. Gas feed pressure for the synthesizer (a Mersen unit is typical) should be between 77 and 80 in. WC.
Challenging startups and shutdowns
Rapid startups or shutdowns of HCl burner units can create pressure disturbances in the header often capable of tripping alarms causing the process to shut down in a matter of seconds. Consequently, it is essential to control and maintain not only the pressure of the chlorine and hydrogen headers feeding the burner units but also differential pressure across the electrolyzer membranes. Units with multiple burners increase the level of complexity.
The flow diversion concept is a way to minimize pressure disturbances. If a burner trips and shuts down, diverting the exact amount of gas being used by that burner to some other destination, typically the EVS for chlorine and atmospheric vent stack for hydrogen, can mitigate or eliminate pressure disturbances in the headers.
Basic control description
The basic strategy uses the flow measurement of the gas to the burner and positions a throttling control valve on a line to a safe area, so that a flow through that partially open control valve matches the flow to the burner. Flow through the throttling valve is prevented by a second upstream fail-closed on-off valve. The on-off valve is electrically connected to the burner safety shut-off valves, so that when the burner trips and the burner safety shut-off valves close, the on-off valve on the diversion line opens. After the flow is diverted and stabilizes, the throttling valve closes slowly, giving the normal pressure control systems time to adjust to the new flow rates while wasting a minimum amount of feedstock.
Detailed control description
Each HCl burner unit has a corresponding throttling valve and on-off valve diversion set on each supply. Figure 2 shows a setup for two HCl burners, so there are two diversion valve sets for each feedstock. Burner startup, normal operation, and shutdown modes are critical, so let us consider these sequences in greater detail.
Burner startup mode—Typically, the sequence includes the following steps:
- Enable sequence
- Nitrogen purge
- Demineralized water flow/air flow/recirculation acid flow established
- Pilot flame
- Main flame/hydrogen flow ramping
- Air flow replaced with chlorine, and
- Process stabilizes at normal levels.
Once the sequence is enabled, the hydrogen throttling valve ramps open to their pre-set positions, and the on-off valve remains open since safety shutoff valves close to the burner are closed. This step establishes hydrogen flow from the hydrogen header to the vent stack. This is the flow required during the main flame step for the burner.
During the main flame step, the hydrogen safety shutoff valve opens, and the hydrogen flow control valve opens to a pre-set position to get the minimum hydrogen flow required to maintain main flame. Once the safety valves open, the diversion on-off valve closes, diverting the hydrogen flow from the stack to burner.
Normal operation—Once everything is stabilized and the HCl burners are functioning normally, the on-off valves on the hydrogen and chlorine diversion lines remain closed. The throttling valves track the hydrogen and chlorine flows and position their openings to match. This follows a basic math function:
Cv = F / (K * SQ RT dP (P))
The equation incorporates the variables, flow, available pressure drop (dP), upstream pressure (P), and the throttling valve’s Cv value. Hopefully, the pressure remains steady enough that constant compensation adjustments for varying pressure and differential pressure are not necessary. Initially, the math function should not incorporate pressure or differential pressure compensation. This makes the Cv versus flow relationship much simpler. Using the flow value used in the control valve sizing calculations, the resultant Cv allows determination of the K factor, which can then determine the throttling valve Cv for any flow. The output can convert the percentage open to a 4-20 mA output.
Shutdown or trip—As soon as a burner shuts down or trips, the safety shutoff valves and flow control valves on the burner close, and the flow diverter on-off valves open. The flow diverter throttling valves are already in the correct position because they have been continuously maintaining their positions based on chlorine and hydrogen flow going to the burner before trip. This helps minimize any pressure disturbances that might move upstream and disrupt the electrolyzer.
– Neelesh Shah, P.Eng., is a senior instrumentation and control engineer for Molycorp Inc. He has about 20 years of instrumentation and control engineering experience, including startup and commissioning experience at several chemical processing facilities around the world. Edited by Peter Welander, contributing content specialist, Control Engineering, [email protected].
Key concepts:
- Chemical processes often have unique critical variables that must be regulated precisely.
- Controlling upsets in various forms can call for creative engineering.
- Startups and shutdowns are critical times in all processes and deserve careful planning.
ONLINE extra
– See related stories linked below.



