The second installment of a three-part series about time current curves (TCCs) covers short and long time settings, including their purpose and examples of such overcurrents.
Continued from Part 1…
The light blue curve represents the circuit breaker settings for the feeder circuit breaker. The lower portion of the curve (below 0.05 sec or three cycles on the time axis) is the instantaneous trip function. The purpose of the instantaneous trip is to trip the circuit breaker quickly with no intentional delay (no more than a few cycles) on high magnitude fault currents. This quick trip protects electrical distribution equipment from damage and keeps arc flash hazard categories low. Clearly these type faults must be interrupted quickly and do not allow the system to wait and see if the fault will self clear. The minimum instantaneous setting determines the minimum trip setting for the circuit breaker. In the case shown in Part 1, the instantaneous setting is 2,400 A and the maximum value displayed is available fault current at the circuit breaker. Small changes in the instantaneous setting can result in significant changes in the Arc Flash Hazard category, so this is a setting which must be carefully selected according to sound engineering principles.
The next section of the curve moving up the time axis is determined by the short time settings. Short time settings cover the time range from 0.05 to 0.5 sec (three to 30 cycles). The purpose of short time settings is to allow a time-based delay to elapse before tripping the circuit breaker for moderate current faults. This allows moderate faults time to clear themselves without tripping the circuit breaker. Examples of these types of overcurrents would be the inrush on a large motor starting or a transformer inrush when it is first energized. The short time pickup setting shifts the curve on the current axis. Increasing the short time pickup settings shifts the curve to the right and conversely lower settings shift the curve to the left. The short time delay setting moves the “knee” of the curve vertically on the time axis. Increasing the short time delay setting moves the “knee” vertically up the time axis. Similarly decreasing the settings moved the “knee” lower on the vertical axis. The described curve shifts are depicted on the TCC plots below.
The next section of the curve moving up the time axis is the long time section. Long time settings cover the time range from 0.5 to 1000 sec. The purpose of long time settings is to allow a time-based delay to elapse before tripping the circuit breaker for low level current faults. This allows low level faults time to clear themselves and allows electrical equipment to operate in a temporarily overloaded condition provided it will not produce permanent damage to the equipment. Examples of these types of overcurrents would be the overloading of a power transformer or large motor for a few minutes. The long time pickup setting sets ultimate trip value of the circuit breaker. Generally circuit breakers are set at their maximum long time setting and cannot exceed the rating of the circuit breaker. They can be set at reduced values which shifts the curve to the left on the current axis. There is also a “knee” in the long time portion of the curve. The long time “knee” can be shift up the time axis by increasing the long time delay setting. Conversely, the “knee” can be shifted lower by decreasing the long term delay setting. The described curve shifts are depicted on the TCC plots below.
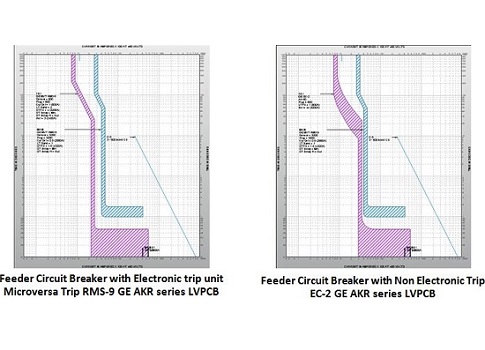
Another factor to notice in the curves is that they have a width to them. This is due to tolerance of the trip elements in the circuit breaker. The curves below will show the differences in this deadband for the same circuit breaker using an electronic versus non electronic trip mechanism.
Notice the difference in the tolerance in the trip curve of the feeder circuit breaker. The circuit breaker unit itself is the same for both curves so the tripping delays are constant. Settings for both trip units were set as similar as possible to each other so performance could be easily compared. Notice there is more tolerance +/- in the non-electronic trip unit due to analog component tolerances and electro-mechanical devices inside the trip unit. The transition points on the electronic trip curve between instantaneous, short time and long time are much more distinct and accurate because of the digital microprocessor based trip. In the non-electronic trip the transition points have time based decay curves associated with them due to the physics of the electro-mechanical trip elements. It is simply impossible to improve the performance of the non electronic trip because of the physical limits of the components.
As can be seen in the above TCC curves electronic trip units provide the engineer greater ability to accurately and selectively coordinate the electrical power system. Because of the obsolesce and lack of repair parts for older non-electronic trip units the replacement of these units with electronic trips units can improve system coordination and reduce arc flash values in a properly designed electrical power system.
This post was written by David Paul. David is a Principle Engineer at MAVERICK Technologies, a leading automation solutions provider offering industrial automation, strategic manufacturing, and enterprise integration services for the process industries. MAVERICK delivers expertise and consulting in a wide variety of areas including industrial automation controls, distributed control systems, manufacturing execution systems, operational strategy, business process optimization and more.



