Maintaining setpoint for two-mode or wide-range operations can be much easier when there are two control devices. Split-range control has been widely used in industrial processes for controlling pressure, temperature, and flow. See diagrams.
Key Concepts
- Some control problems require more sophisticated solutions than traditional regulatory control.
- Split-range control strategies are very well suited for specific applications.
- Syncrude Canada was able to automate a difficult application that had required a high level of manual intervention.
Split-range control has been widely used in industrial processes for controlling pressure, temperature, and flow, and it is normally used to control a two-mode operation. For example, split-range control has been used to maintain a vessel temperature where there are both heating and cooling controls. When the temperature (a single measured value) is below the desired temperature setpoint, first the cooling valve is closed and then the heating valve will start to open. When the temperature is above the setpoint, first the heating valve is closed and then the cooling valve will start to open. Alternatively, split range control is used to regulate two control valves to cover a wider range of operation. One control valve controls through the lower range and the second control valve controls the upper range. In both applications we need a control valve in each of the individual process lines.
Discussion and design below review of how a dual split-range control can maintain the pressure or flow rate in a three-pipeline process with two lines having control valves and the third line (flow line) having no control valve, and how to coordinate between the pressure split-range controller and the flow split-range controller.
P&ID for the example
The existing piping and instrumentation arrangement has the main line with one control valve A, which branches into two lines as shown in Figure 1. Valve A is used to maintain upstream process pressure measured by PT2 with a standard PID controller P2. The two branch lines have two control valves, B and C, to maintain downstream pressure measured by PT1 using a pressure split-range controller P1 by opening and closing control valves B and C through PC1A and PC1B. PT1 is a pressure transmitter to measure the downstream pressure of valve A.
When upstream pressure PT2 is high, valve A will open more to reduce the pressure. And when pressure at PT2 is low, valve A will reduce its opening. In both situations, downstream valves B and C will follow the changes in valve A to maintain pressure at PT1 by using split range controller P1.
When pressure at PT1 is high, P1 will open valve B first to send gas to plant 1. When valve B is fully opened and pressure is still high, P1 will open valve C to send gas to the flare header to control. On the other hand, when pressure at PT1 is less than P1’s setpoint, P1 will close valve C and then valve B until pressure reaches P1’s setpoint.
Changing the process
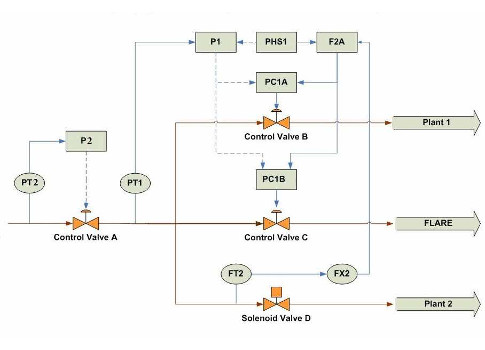
Due to changes in the process, gas from valve A is sometimes required to flow to plant 2. However, the line to plant 2 has only a solenoid valve D with two operational states, fully open or closed, and has a flow transmitter FT2 as shown in Figure 2. FX2 is the compensated flow with temperature and pressure, which are not shown in the diagram.
The new process requires maintaining pressure at PT1 when valve D is closed, and maintaining a certain flow rate at FT2 when valve D is open. The existing pressure split-range control P1 has difficulty meeting the two different control objectives. When valve D is open and gas flows into plant 2, an operator manually adjusts pressure by trial and error to achieve the required flow at FT2 to plant 2. This results in delays and difficulty maintaining a steady flow to plant 2. For example, when the inlet pressure in plant 2 changes, it will cause flow variation even if the pressure at PT1 is maintained very well. Thus, it needs continuous intervention by the operators to maintain constant flow at FT2 if only the split range controller P1 is used to control flow.
Therefore, the existing control design does not meet the operators’ expectation of having continuous automatic control of both pressure at PT1 and flow at FT2.
Solving the challenge
In analyzing the challenge, it was clear that there were three main objectives that would have to be fulfilled simultaneously:
- Use the flow and pressure controls to maintain flow or pressure based on input from the flow or pressure controller with the new setup, but with no field control valves in the flow control line
- Smooth bump-less and procedure-less transfer between flow and pressure controllers, and
- Avoid flare and pressure upsets when the solenoid valve suddenly closes in the third line.
Dual split-range control strategy
The new dual (flow/pressure) split-range control scheme was configured in the control systems with no additional field instrumentation or valves, and is illustrated in Figure 3. F2A is a flow split-range controller and PHS1 is a switch used for operators to select between pressure split-range control or flow split-range control.
In the new control scheme, when valve D is closed, the pressure split-range controller is used to maintain pressure at PT1 in the same way as before. When the valve D is opened, the new flow split-range controller F2A will maintain the flow to plant 2 as monitored by FT2. When the flow is less than F2A’s setpoint, F2A will first close valve C. When valve C is fully closed, it will start to close valve B until the flow reaches its setpoint. In normal operation, it is desirable to avoid sending gas to the flare.
To achieve smooth transfer between the flow split-range controller and pressure split-range controller, and to avoid a possible upsets or flares when the solenoid valve is suddenly closed by the trip functions, control logic is designed to set the pressure or flow controller’s opening initially. For example, when the control is switched from flow split-range control to pressure split-range control by an operator or by the trip logic, pressure controller P1 is set to its initial opening value, which is defined in the following equation, and then controller P1 is set to automatic control. P1’s initial opening is calculated thusly:
Here, FT2 is the flow in the third line, and the maximum flow rate is defined as the flow in the first line when the controller P1 is fully opened. This design can avoid the upset caused by the sudden closing of the solenoid valve D, which may cause flaring and disturb the upstream operation.
Figure 4 shows the valve opening states of valves B, C, and D for the cases of pressure split-range control and flow split-range control, respectively.
Actual results
This new dual split-range control strategy is now in use for waste gas processing in our company. Figure 5 shows the control performance using the flow split-range control for flow FT2. The flow setpoint of FT2A was first increased from 4 mscfd to 5.5 mscfd and then reduced to 4.8 mscfd. It is clear that the flow at FT2 followed setpoint changes well.
Figure 6 demonstrates the flow split-range control for the flow at FT2 at the beginning and for most part in the middle section, and with the pressure split-range control for pressure PT1 at the end.
It can be seen that when the control is on flow, FT2 with the flow setpoint rapidly changed from 4 mscfd to 2 mscfd, the flow FT2 tracked the flow setpoint very well, and the header pressure PT1 changed without any upset or pressure surge. When solenoid valve D was suddenly closed, the DCS logic set a calculated initial opening to control valve B through controller P1 and set a predefined setpoint to controller P1 (15 psig), then switched the flow controller to the pressure controller, which prevented a pressure upset and avoided possible waste gas flaring.
The dual split-range control discussed here has been implemented at Syncrude Canada Ltd. A properly designed dual split-range control strategy can maintain both pressure and flow rate for a process that has three pipe lines, two lines with control valves and the third with no control valve. The results of this industrial application satisfied all the control performance criteria of the process.
Xi (Chris) Sun, PhD, PEng, is senior associate, Control, PC&A; Ashish Shah, PEng, is team leader, Technical, PC&A; and Joseph Amalraj, PEng, MBA, is senior technical leader, PC&A, for Syncrude Canada Ltd.
ONLINE
For more information, visit:
At www.controleng.com, search on “advanced process control” for a variety of articles on this critical topic.
Subscribe to the Control Engineering Process & Advanced Control eNewsletter at www.controleng.com/newsletters



