Motor instability, uncontrolled and unintended motion at the motor shaft, can occur at low or high frequencies and often cause growling at higher frequencies. Effectively reduce or eliminate servo instability without increasing position errors or decreasing performance.
As servo drives are being used in a wider range of industrial applications, a common complaint is they can make an undesired “growling” noise. This problem can be eliminated by reducing the gain on the speed controller. However, lower speed controller gains can lead to an increase in position error and a decrease in performance. There are effective ways to reduce or eliminate servo instability.
Instability in a motor can be defined as uncontrolled and unintended motion at the motor shaft. It can occur at low or high frequencies and often is audible as growling at higher frequencies. Instability is caused by excessive gain in the speed controller of the drive. The gain setting of the speed controller determines how much torque the drive will generate. For this reason, the gain value should be directly proportional to the inertia of the connected load that is seen by the motor shaft. The load seen by the motor shaft is a factor that affects stability.
Some may wonder why they have never had instability problems with ac vector drives. However, vector drives can also reach unstable conditions. In practice, most servo applications are more dynamic than speed-only applications. The more dynamic applications require higher gains in the speed controller, which increases the chance of instability.
Several factors can contribute to drive instability:
- Excessive gain in speed controller
- Lower resolution feedback device on motor (such as resolver or pulse encoder)
- Gearing backlash and mechanical “decoupling” of the load from the motor.
Most drive engineers are taught that the proper tuning of a speed controller is done with the step response method. This typically involves running the motor at 10% to 20% speed and introducing a step change in the speed setpoint of 5% 10%. This step change creates a disturbance to which the drive must respond. By tracing the drive’s response to the step change, the engineer can measure how much the drive overshoots the new speed setpoint and how quickly the drive returns to a steady-state speed value of under +/- 0.5%. Many engineers are taught to gradually increase the speed controller gain until they record signs of instability in the step response, and then to slightly reduce the gain from that point to avoid the instability.
The mistake is that often this test is done only at one speed or at speeds above 10% of full speed. In some cases, this speed controller gain setting will seem stable at 10% speed but may result in instability at lower speeds. Many machines enable servo drives at zero or near-zero speed and may remain at this low speed prior to starting production. This is the point where instability or growling is sometimes reported.
Another factor is that drive tuning is done during commissioning when the machine is new and the mechanics are tight. Over the next few months, the machine will run for hundreds of hours and the mechanics will loosen, which is why instability often occurs several months after the machine is installed.
Adaptive speed controller gain
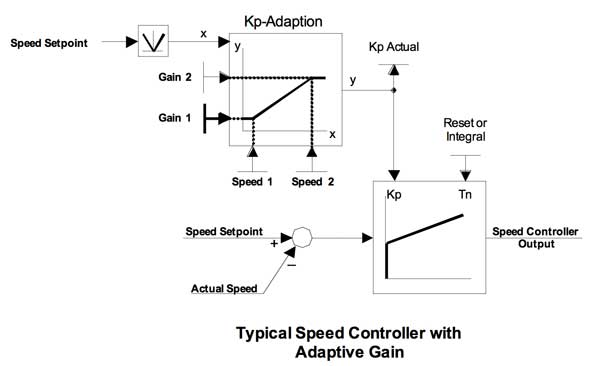
Adaptive gain in the speed controller offers ability to automatically lower the controller’s gain at low speed and increase the gain with increase in motor rpm. Most servo drives offer this feature. Figure 1 shows a typical speed controller with adaptive gain.
The gain value for a speed controller is often referred to as Kp. When adaptive Kp is enabled, the Kp can change with motor speed. In Figure 1:
- Gain 1 = 30, Gain 2 = 100, Speed 1 = 100 rpm, and Speed 2 = 500 rpm.
- With these settings, the speed controller’s Kp will be 30 for speeds below 100 rpm.
- The Kp will be 100 for speeds above 500 rpm.
- The Kp will linearly ramp between 30 and 100 as the motor rpms increase between 100 and 500.
- This would result in a Kp=65 at 300 rpm.
Adaptive Kp helps avoid instability at near-zero speeds after the machine’s mechanics have loosened up. Since most machines do not produce material at very low motor speeds, why keep the gain at high levels when it is unnecessary? If the servomotor always accelerates to a high rpm immediately after enabled, then adaptive gain may not be as critical. However, for motors that might be enabled at very low speeds and run at crawl speeds or homing speed, adaptive Kp can help avoid instability issues.
Encoder feedback resolution
Another factor that can cause instability at low speeds is insufficient resolution on the motor’s feedback device. Since servomotors do not typically use pulse encoders, the low-resolution feedback device of choice is the resolver, while the high-resolution feedback device is the optical encoder (also called sin/cos or incremental encoder). In these applications, resolution is defined as the ability of a feedback device to detect small changes in angular position of the motor shaft.
Some people may disagree with the classification of a resolver as a low-resolution device, since it has an analog output that, in theory, should have infinite incremental values for one revolution. While this may be true, the reality is that in today’s servo drives, analog signals have to be processed by analog-to-digital devices (A/D converters) to use the positional information. As a result of this limitation, most resolvers have less than 10,000 increments per revolution.
In contrast, sin/cos optical encoders transmit 2,048 sine waves and 2,048 cosine waves for every revolution. The drive’s electronics take multiple samples of each wave, which can result in the processing of more than 1 million increments per revolution. This factor of 100 in difference of resolution can have a large impact on the ability to properly tune a motor for an application.
Reviewing how speed control works helps explain why resolution is critical. The speed controller is typically a P-I controller, whose input is the difference between the speed setpoint and actual speed (encoder) values. Speed-controller output generates the torque setpoint, which determines how much force the motor shaft will exert on its load. Therefore, the torque command to the motor is directly proportional to the difference between actual speed and speed setpoint. To smoothly control the motor’s load, avoid an instantly large value for speed controller input.
Current servo drives have speed controllers that are updated in the 100 to 200 microsec range. For the example in the table, assume a 125 microsec speed controller on a motor running at 30 rpm.
|
Motor rpm |
30 |
|
|
|
Deg/sec |
180 |
|
|
|
Deg/125 microsec |
0.023 |
|
|
|
|
|
Resolver |
Sin/cos |
|
Feedback resolution |
|
10,000 |
1,000,000 |
|
Pulses/deg |
|
27.78 |
2777.78 |
|
Pulses/125 microsec |
|
0.625 |
62.5 |
Calculations show that, at this low speed, the resolver feedback is so low that consecutive scans of the speed controller can occur without the resolver registering a difference in angular position. Since actual speed is defined as ∆ Distance / ∆ Time, this registers with the drive as zero speed over the previous 125 microsec. This causes the speed controller to immediately generate a large output to try to reduce the perceived difference at the input. During the next scan of the controller, there is an incremental change, and the controller reduces its output because the perceived difference at the input is gone or greatly reduced. This behavior could cause erratic movements at this low speed.
To avoid this undesired consequence, the engineer tuning the drive is forced to keep the gain of the speed controller very low. A low gain slows the response time of the controller so that when two scans occur on the same encoder increment, the controller delays response time long enough to see the new pulse during its next scan. This stops the erratic movements but can cause a new problem.
Suppose the motor needs to stop the load quickly. An example might be a machine where the inch button causes the machine to move at a low speed, but the operator needs the machine to stop the instant the inch button is released. Dynamically stopping a heavy load requires a fast injection of negative torque, which requires a speed controller with a fast reaction time. If the feedback device is limiting the controller’s gain, an abrupt stop may be impossible. Changing the encoder to a sin/cos (incremental) encoder can allow for a 300% increase in speed controller gain.
Because resolvers are less expensive and more durable than optical encoders, they often are used with servomotors. When specifying the servomotor for an application, consider all operating scenarios before deciding on the feedback device. A good rule of thumb is to select a feedback device that can deliver 5 to 10 pulses at the lowest rpm required for the application for the scan time of the speed controller.
Motor-load decoupling
Decoupling happens when a section of the mechanical linkage changes in a way that causes the motor to sense variations in the inertia of the load. Decoupling examples include:
- Twisting of a shaft
- Flexing of a mechanical coupling
- Elasticity of a timing belt
- Gear backlash.
As speed-controller gain increases, the drive’s commands and the motor’s responses become more rigid or synchronized. The “stiffness” of this command-response between the drive and motor is very similar to mechanical stiffness. In fact, once this drive-motor stiffness surpasses the stiffness of any of the mechanical linkages, those linkages “decouple.”
The Bode plot in Figure 2 shows three decoupling events, the valley-peaks at 29-53 Hz, 180-210 Hz, and 320-350 Hz. Frequency increases logarithmically from left to right. The valley at 29 Hz is known as the natural or “locked rotor” frequency. The 53 Hz peak is known as a pole frequency. If these were the only peak and valley in the entire Bode plot, this system would be known as a “2 mass system,” where the two masses would be the inertia of the motor’s rotor and the inertia of the load. The plot line below 29 Hz would represent the characteristics of the motor, and the plot line above 53 Hz would represent the characteristics of the load. The 29-53 Hz plot section represents the decoupled region. The drive cannot control these frequencies, so ideally it is best if these decoupled frequency regions are minimized. In this example, the decoupling frequencies are minimized because the slope of the line running from valley to peak is close to vertical. Obviously, the larger the frequency gap between the valley and peak, the more horizontal the slope and the greater the range of frequencies the drive cannot control. This gap is controlled with the inertia ratio. In the equation below, Fn is the frequency of the valley and Fp is the frequency of its corresponding peak. The larger the ratio of motor inertia to load inertia, the farther apart the valley and peak become.
where J are inertia values of motor and load. Jload is the reflected inertia of the load as seen by the motor.
To visualize decoupling, imagine holding one end of a rubber band attached to a one-pound ball. Gently moving your hand up and down, you will feel load variation as if the weight of the ball is changing. When the rubber band is stretched, the mass seems higher; when the band is contracting, the mass seems less. This is similar to what the motor experiences when a shaft twists or a coupling flexes or a belt stretches. Such changes are linear and don’t seem so abrupt. Gear backlash is nonlinear, however, and the above analogy is inadequate.
To imagine gear backlash, start with the one-pound ball at the end of a rubber band. If the rubber band is cut, you instantly feel a change from one pound to zero. Your hand might actually jerk up for an instant until you adjust your arm muscles to the loss of weight. If the rubber band were instantly restored with the ball in place, you instantly sense the one-pound ball again. This time, your hand might fall until you adjust your arm muscles to compensate for the new weight.
Whether the decoupling is linear or nonlinear, there is a change in the “load seen by the motor shaft.” As mentioned, stability of a drive controller exists when the gain of the speed controller properly matches the inertia of the connected load. When sections of the mechanical load decouple, the motor shaft senses less inertia. The controller gain is no longer properly matched because the perceived inertia is less. If enough of the load decouples, the gain-to-inertia ratio can reach a level that creates instability. Nonlinear decoupling (gear backlash) is the worst type of decoupling because the perceived inertia value changes so drastically.
Systematic approach
Excessive speed controller gain causes instability in a servo system. However, lowering this gain is often not a viable option, so a systematic approach should be used to determine the best instability remedy. Reducing gain or implementing adaptive gain in the speed controller is probably the most common method to attack instability. There is very little benefit to increasing the gain beyond the value that achieves the specifications of performance. If the drive achieves its goal with a gain value of 80, why increase the gain to 110 even if the system is still stable? This additional gain only stresses system mechanics.
Low-resolution feedback devices are popular for servos when cost reduction or durability is desired. If the motor will always run at high rpm and the current gain settings are sufficient for the application, this may be acceptable. Lower resolution can limit gain settings and cause instability at low rpm.
Inertia ratios are not just some number that servo motor manufacturers created to encourage customers to buy bigger motors for their applications. The ratio value to use when selecting your motor depends on the application, and the motion profile the motor will be expected to perform. Selecting a goal of 10:1 for all applications can be very expensive and unnecessary, so ensure the motion profile is known before selecting the motor. A low inertia ratio can reduce risk of problematic system resonances.
– Marcus Schick is the industry business developer for the motion control business of Siemens Industry, Inc. He has worked as a design engineer, account manager, and business developer primarily working with OEMs in the printing and converting industries. His areas of particular expertise are commercial printing presses and corrugated box machines. Schick graduated from Auburn University with a bachelor’s degree in electrical engineering. www.usa.siemens.com/motioncontrol
Edited by Mark T. Hoske, CFE Media, Control Engineering, www.controleng.com.
Machine Control newsletter
Motors and drives



