KEY WORDS Process control and instrumentation Process sensing Noncontact temperature sensing Thermal imaging Imagine yourself dashing out to your car to run a few errands during lunchtime. As you insert the key in the lock, open the door, and swing into the seat, you hardly feel the blast of warm air that greets you—you're in a hurry.
KEY WORDS
Process control and instrumentation
Process sensing
Noncontact temperature sensing
Thermal imaging
Correct sensor setup is the key to successful process control using noncontact temperature measurement.
Imagine yourself dashing out to your car to run a few errands during lunchtime. As you insert the key in the lock, open the door, and swing into the seat, you hardly feel the blast of warm air that greets you-you’re in a hurry. However, after you start the vehicle and really grab the steering wheel to maneuver out of your spot, it hits you. Ouch! That steering wheel is really hot.
Radiant energy from the sun is the culprit here. Energy supplied via infrared radiation has the ability to raise surface temperatures significantly, depending on time of day, date, meteorological conditions, and geographical location.
Infrared (literally ‘below the red’) radiation (IR) refers to energy in the region of the electromagnetic radiation spectrum in wavelengths longer than those of visible light, but shorter than those of radio waves. Correspondingly, the frequencies of IR are higher than those of microwaves, but lower than those of visible light.
The IR spectrum is divided into three regions with wavelengths specified in microns (6meter. One nanometer is equal to 10-9meter (or 0.001
Use of infrared radiation as the underlying principle for noncontact temperature measurement has great importance in continuous process applications, especially where the process variable to be monitored is either extremely hot or in motion. However, the basic technology has been leveraged for other control applications as well. Wireless communication using infrared technology has found its way into a wide variety of control instrumentation-perhaps the most important nonindustrial invention of the 20th century, the TV remote, is one of these-along with local area networks.
Safety systems rely heavily on IR technology. Intrusion, motion, and fire detection systems all use it. This specific technology has spilled over into similar applications widely used in commercial markets. IR technology forms the backbone of night-vision, imaging, identification scanning, and geological monitoring devices.
How IR stacks up
When properly applied, IR temperature measurement competes well in areas of accuracy and repeatability with standard contact methods, according to Dave Madsen, product manager for Exergen Corp. (Watertown, Mass.). ‘There are applications where noncontact methods are preferable to thermocouples and RTDs even if standard contact methods can be adapted,’ Mr. Madsen comments. Noncontact methods handle situations better where the area of interest is subject to vibration or there is a need to frequently change sensors (heat-cycle testing of electronic equipment, etc.). Degraded or damaged connections caused by vibration and handling destroy thermocouple (T/C) readings.
Contact sensors drain away energy from the target surface to which they are attached. When the target is large, this heat loss is not a problem. However, if the target is small and highly conductive, heat transfer will prove detrimental to the accuracy of the reading. ‘Remember that there are no hard-and-fast rules as to what is toosmall or tooconductive to be handled by contact temperature sensing,’ Mr. Madsen adds. ‘It is a trial and error call. IR sensing, on the other hand, avoids this phenomenon altogether.’
Application specific
Fixed (nonportable) IR systems, no matter what their intended job, are highly application specific. Unlike portable handheld instruments, which operate over various distances, ambient temperatures, and with fixed emissivity, fixed IR systems require that more be known about the operations to which they will be adapted. Emissivity values for ‘target’ surfaces must be taken into account for temperature measurements to be accurate and repeatable.
Distance from the target to the sensor’s lens must be held constant, so that the infrared energy gathered is from the same size ‘spot’ from one reading to the next. Optical characteristics of the system are the big consideration at this point. Better quality lens and lens systems are not only more efficient, but able to focus more precisely on the surface to be measured. Keeping the sensor electronics’ temperature constant in changing ambient conditions is also a requirement for reading repeatability.
‘Protecting IR systems from temperature fluctuations is much more of an issue in high temperature operations,’ says Sky Tilly, vp of operations at Wahl Instruments Inc. (Asheville, N.C.). ‘Foundry and mill operations are especially rough on these systems. Fluctuating conditions destroy accuracy, repeatability, and even the electronics themselves. Dirt and grit can obscure and damage optics.’
Generally, fixed systems are available with cooling options, usually air or water depending on ambient temperature conditions expected. Because ‘good’ readings require consistent optical conditions, regular lens cleaning is a requirement. Using air to clean the lens at regular intervals is a standard in dusty or steamy operations. This type of system is intended for conditions encountered in such industries as plastic and rubber manufacture, textile processing, and food production.
Adapting noncontact temperature sensing to the metals manufacturing, whether ferrous or nonferrous, really challenges the installation process. During the manufacturing process, whether during a material transfer or in a welding operation, the temperature of molten metal conspires to obscure or at least partially block the sensor from the surface to be measured.
According to Erik Host-Steen, applications engineer for Williamson Corp. (Concord, Mass.), ‘The rule of thumb for applying infrared temperature sensors states that 20% of the problem is picking the right sensor; 80% is installing it correctly. Despite tremendous advances in sensor technologies, installing them correctly is still challenging.’
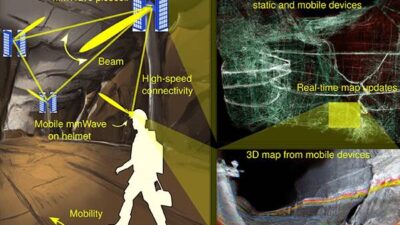
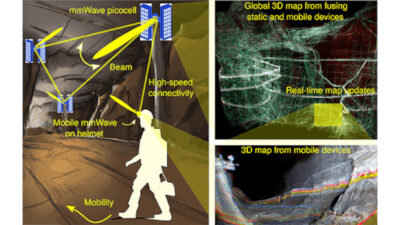
Environmental factors such as smoke, steam, dust, mist, and ‘sparklers,’ dirt buildup on sensor windows, misalignment, and reflections from adjoining hot surfaces (refractory walls, etc.) threaten the success of any installation. [See diagram.] Sparklers are caused by carbon coming out of suspension in molten iron and igniting. They can artificially raise noncontact temperature readings. One has only to recall the environmental chaos of a steel mill or aluminum smelting operation to imagine the magnitude of these problems. ‘Successful installation requires minimizing or eliminating the impact of interference sources, but even the best-planned installations might not eliminate issues that affect a sensor’s reading,’ Mr. Host-Steen adds.
The inspection system features Stinger Model ST11 camera with a temperature range of 0-250 °C.
Real-world problems
As an aid to control engineers working in these environments, Williamson Corp. offers unique ESP technology with its dual- and multi-wavelength pyrometers. ESP monitors process conditions, and automatically responds to provide accurate and reliable measurements. In short, with this technology Williamson’s sensors provide a valid reading-or none at all. ESP is used to simplify installation, verify sensor performance, identify error sources, and correct for emissivity irregularities.
PRO Series pyrometers with ESP provide status measurement on five measured parameters (ambient temperature, signal strength/emissivity, signal dilution, unfiltered-no signal conditioning applied-temperature, and filtered temperature). These parameters are sent to the sensor’s display to provide the control engineer with troubleshooting tools that ensure optimized installation and accuracy. Additionally, ESP algorithms can be used to compensate for emissivity variations of non-graybody materials, like aluminum, copper, zinc, and nickel.
ESP technology is used by Bethlehem Steel (Burns Harbor, Ind.) to measure molten iron temperature as it is poured from the torpedo care to a transfer ladle. ESP takes and holds a valid reading before the smoke, sparklers, and reflections make a valid measurement impossible.
Doing windows!
Radiometric thermal imagers are noncontact IR thermometers that use a special detector called a Focal Plan Array, a flat plane with individual detectors or pixels. A detector array of 320 x 240 contains 76,800 individual points that can measure temperature. This camera-style device measures temperature at 76,800 discrete points of the item on which it is focused. An electronic ‘frame grabber’ aligns the information from each detector and tells the computer where it is. The device’s software then assembles this information as color-coded individual readings in a picture on a display.
To ensure that rear window defrosters supplied by their subcontractors are always functional, the ‘Big Three’ U.S. automakers are in the process of requiring that the backlight grids be tested prior to delivery as part of a quality assurance program. Because previously used mechanical/electrical test systems were unreliable, slow, and unable to detect such non-apparent defects as ‘hot spots,’ rear light suppliers are now using thermal imagers to do the job.
Vern Lappe, vp technical and customer support at Ircon Corp. (Niles, Ill.), says his company’s Imaging Grid Inspection System with specialized software is being used to 100% inspect the windows for grid defects. The system scans the glass after it is conveyed into a test stand, while a software program takes a look at a complete temperature image of the glass before the grid is heated. Once the grid is heated by a 24-volt supply, the software again takes the entire image of the glass and subtracts the original image leaving only the hot grid pattern on the display.
The software then can be used to draw regions of interest that can be set up to count working grids or find areas of the grid that are really hot and prone to shorting out. Under each condition an alarm sounds alerting the operator that a defect(s) is present and the window grid needs to be repaired. Although the camera itself is much more expensive than the special software used in this application, the complete package makes the application work. Says Mr. Lappe, ‘Ninety-eight percent of the camera is software.’
When speed is everything
Thermal imagers have been successfully adapted to continuous casting of steel products. In these processes, standard applications require both enhanced accuracy and advanced processing in the 600 to 3,000 °C range. Modern steel production involves melting both high-grade and scrap steel in an electric furnace. The molten mixture is then transferred via a traveling ladle to a holding tank and released through a ceramic nozzle to a tapered trough. The semi-molten steel is gradually redirected toward a long horizontal run of rollers where it is cut and pressed to desired dimensions.
According to Bill Fullam, product engineer/manager for Mikron Instrument Co. (Oakland, N.J.), ‘The continuous casting process is akin to falling off a vertical mountain and calling it a ski trip. Standard controls are too slow and cannot dynamically adjust to the ever-changing flow of steel. To implement closed-loop process control, sensors must determine the location of the center and edges of the stream, sense temperatures, and output to the control equipment.’
High temperatures make noncontact temperature sensing a requirement. The ability to software-select user regions (or areas) of interest over the entire width of the changing target leaves this job to a thermal imager. Mr. Fullam says Micron’s M9103-based system uses short wavelength IR and can dynamically adjust the regions of interest to track target movements and provide standard process control outputs without manual intervention. ‘The benefit of this type of process control is reduced scrap and energy losses. When metal is worked at the wrong temperature, structural properties change rapidly, weakening the final product,’ Mr. Fullam adds.
The only way out
Very hot, inaccessible, and moving targets are invariably applications for noncontact sensors. Historically, it has not been their accuracy or ease of setup or low cost that makes control engineers choose them. Because fixed noncontact sensors and scanners are usually none of the above, the real reason they are used to measure the process variable is a need to set up a control loop and that often noncontact sensors are the only way to make the measurements required.
Continuous casting requires molten metal be directed through aceramic nozzle into a forming line made up of continuous roller setsthat form the stream into the desired shape. Shown is the casterand the rest of the forming line.
For more suppliers, go to www.controleng.com/buyersguide; for more information use the following circle numbers online at www.controleng.com/freeinfo.
Exergen Corp. www.exergen.com 200
Ircon Inc. www.ircon.com 201
Mikron Instrument Co. www.mikroninst.com 202
Raytek Corp. www.raytek.com 203
Wahl Instruments Inc. www.instrumentationgroup.com 204
Williamson Corp. www.williamsonir.com 205
Taking it to the wall
Gypsum (alabaster, plaster of Paris), a mineral left by ancient inland seas as they dried, is used in many applications, including toothpaste, cosmetics, canned vegetables, bathroom fixtures, blackboard chalk, and medical/dental products. One of the most recognized uses of gypsum is in wallboard found in most homes. Manufacture of quality gypsum wallboard requires that a number of complex processes come together to make this seemingly mundane building product.
A final major step in the process is kiln drying of the board. In the case of the Georgia Pacific Gypsum Products plant (Newington N.H.), this process is controlled through the use of Raytek Corp.’s (Santa Cruz, Calif.) TIP450 wallboard IR thermal imaging/profiling system. According to Steve Carlier, the facility’s plant manager, TIP450 is being used for two purposes.
TIP450 uses an infrared process imager to measure the temperature of the boards as they exit the plant’s multi-deck kiln dryer, creating detailed, accurate, up-to-the-minute dryer profiles. This information is then used to balance the kiln dryer. Not only does this information allow the Newington plant to make meaningful production improvements, but it also helps implement fuel savings. Fuel is a major operating expense for the plant.
Before implementing this system, the plant’s manufacturing engineers used handheld moisture sensors in an attempt to perform dryer balance profiles. This method was so time consuming and inaccurate that the dryer’s heat distribution profile remained largely unbalanced.
Additionally, proper balance profiling achieved by using TIP450 resulted in higher board quality. The system also provides wallboard quality/defect monitoring. The process imager scans 48 times per sec., with each scan taking 256 temperature datapoints, resulting in 12,288 measurements/sec. The data are used to create board thermal maps and historical trend charts. Real-time displays, a thermal image of each board set as it leaves the kiln, provides comprehensive board quality information and defect detection. Plant engineers can monitor each emerging board at a glance, ensuring defect-free product. The only information previously available had been from fixed moisture sensors that gave quality technicians relative output based on averaged moisture readings, which was hardly a comprehensive quality monitoring method.
Getting used to using IR
Using an object’s radiant energy to measure its temperature can be more difficult than using a thermometer or attaching a thermocouple or RTD to it. However, there are situations where it’s the only convenient way to sense temperature. On the other hand, there are situations in which ‘seeing’ heat patterns is all that is necessary. To do this with discrete sensors would be difficult, if not impossible. High temperature and inaccessible surfaces further conspire to take this method out of the realm of possibility. In these cases, the control engineer must resort to any of a number of radiation measuring devices that will give a temperature indication-pyrometers, thermopiles, line scanners, infrared viewers, and thermographic systems to name a few.
Some basic measurement considerations apply to these types of apparatus over and above any application specifics:
The way a surface appears in the visible spectrum is the way it will appear in the infrared.
The IR device should be close enough so that the object occupies a sizeable section of the field of view.
Focus on the object.
Look at the object face on.
If possible, move the field of view around the object to eliminate reflections.
Air circulation around objects can cause convective heat loss and interfere with IR readings.
Remember that the higher the ambient temperature, the better the reading.
‘Stray’ radiant energy from the sun, lights, and outside spectral absorption and emission can disrupt IR readings.