Factory automation RFID technology trends differ from those of logistics or commercial RFID systems. Factory floor RFID components are more industrial and hardened for less downtime, with faster data acquisition.
Factory automation radio frequency identification (RFID) technology trends differ from trends in RFID for logistics or commercial applications. RFID systems for tracking passports, bulk good containers, and product tracking require extremely low-cost tags, long read ranges, or portal multi-tag reading systems. For the most part, this is not true for factory automation.
Material handling, one of the largest factory automation markets, hasn’t changed all that much. The products made on these assembly lines are more advanced, but the processes to make them aren’t. These are closed-loop systems where RFID tags are placed on the outside of pallets or skids and used over and over. Tag price is not a driving factor because the tags are continually reused.
The RFID trend on the factory floor is towards making the components more industrial and hardened, with faster data acquisition and keeping downtime to a minimum. Factory floor RFID systems are pushing towards 99.99% reliability to maximize productivity. But this can be accomplished only when several factors are put into place.
Industrial components
Commercial RFID technology is just not acceptable for factory automation. These devices have plastic boxes, coaxial antennas, unshielded cables, and low temperature ranges, and are not designed to run 24/7. Industrial systems are designed from cast, high-strength aluminum, steel, or zinc. These materials perform a dual purpose by creating a durable housing and shielding themselves from outside noise sources. Connectors are quick disconnect, which are either M12 or push/pull, both industrial standards. This allows quick installations and easy swap-out. Nothing lasts forever and components need to be quickly exchangeable in the event of mechanical damage or failure.
Speed
RFID systems are typically used to track a part as it is produced on a conveyor line. At each assembly station, pass/fail or other information may be written to the tag. This information is always written at the end of the process. If the write time is slow, production rates will fall. RFID systems are moving toward high-frequency, ultra-high-frequency, or quick read-only systems. Production just can’t be held back by a slow RFID system. Time is money. Slower, low-frequency read/write systems are dwindling.
Industrial networks
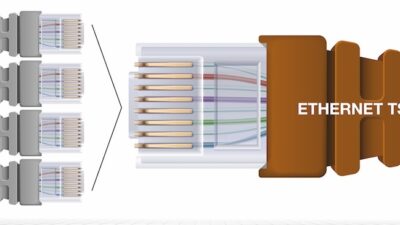
Until recently, Ethernet was the network of choice to carry RFID data to and from the control system. It had a proven and reliable technology, was around for decades, and was 100 Mbit-fast. And though it was designed to be fast, it wasn’t fast enough. The industrial market required more—a network with real-time performance, quick setup and configuration, and industrial connectors, and one that could provide diagnostic information.
These issues were addressed with networks such as EtherCAT (by EtherCAT Technology Group), Profinet (PI North America), and EtherNet/IP (ODVA): industrial networking standards that support real-time I/O messaging. These networking standards have features that make them perfect for industrial networks.
Diagnostics
Speed and quick maintenance aren’t enough to meet the needs of efficient factory floor RFID systems. Diagnostics are critical to determine the cause of and repair more complex faults. Many of the RFID controllers make it easier than ever before to get diagnostic information. Web interfaces are built into the controllers. You just take the IP address of the RFID controller and type it into any standard browser. What comes up is a configuration and diagnostics screen. You get information about commands sent and messages received. Even a mail client can be configured. In the event of a read head failure, an e-mail can be sent to your smartphone. This gives you instant information about the failed device including controller number, head number, and status codes so a maintenance team can be immediately dispatched.
Fast, rugged, reliable
The RFID protocol interface between the tag and the read head hasn’t really changed in nearly a decade for factory automation. Enhancements have been on the controller and the upper-level bus system. These changes have caused the system to be faster and more rugged than ever, resulting in less downtime. Every hour of downtime can cost a company thousands of dollars. Many companies run 24/7 and have no way to make up the production elsewhere, making fast, rugged, and reliable RFID systems a must. A high-quality RFID system can be complemented by using the right real-time Ethernet protocol and making sure the infrastructure is made up of rugged cables and other industrial Ethernet components.
More about Profinet and EtherCAT
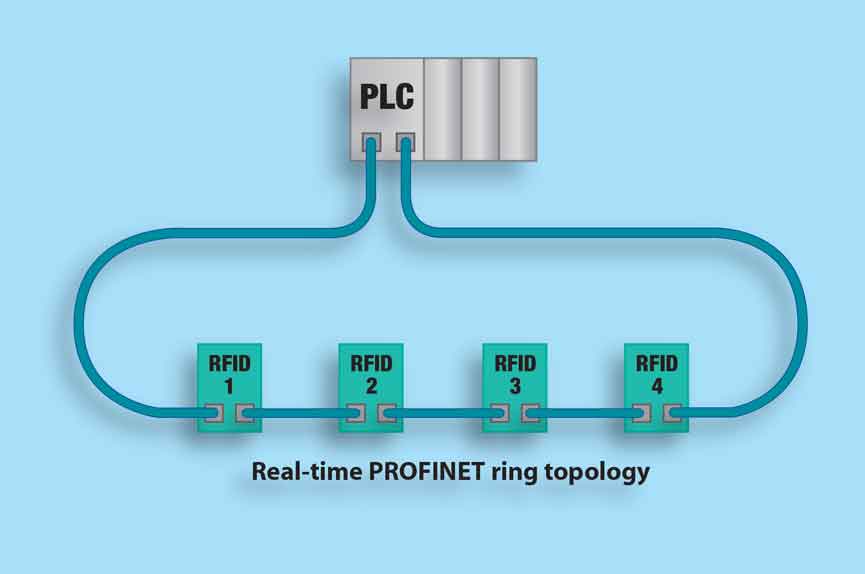
Profinet is a special, real-time industrial network with a fast IRT (isochronous real time) protocol. It communicates on the MAC level, making the packets small and compact and, of course, extremely fast. The IP address of these devices does not matter. Instead, every device is assigned a Profinet name. The network neighborhood function allows the master to know how each device is connected relative to one another, which means a failed device can be removed and replaced with a new one without any extra user configuration. This reduces downtime and allows a potentially inexperienced maintenance crew to take care of the system. Profinet supports media redundancy protocol (MRP). In an Ethernet ring, all devices have two Ethernet ports. The master connects its first Ethernet port to the first controller. That controller is connected to the next, and so on. Finally, the last device connects back to the Profinet master. If the cable is ever cut, anywhere in the ring, the Ethernet packets are automatically rerouted around the ring to avoid the cut wire. The master actually knows exactly where the cut is, and a maintenance crew can fix the wire on a network while it is still functioning normally.
EtherCAT is another industrial Ethernet protocol designed for drives, IO, and RFID. This Ethernet network is essentially a ring of data. One large packet is sent out with every device’s I/O included in it. The individual devices pull out the inputs and set the required outputs. This exchange of IO data takes only a few nanoseconds per device. No IP address or name is required for these devices. The location of a device within the string of EtherCAT devices determines how that device will operate on the network. Like Profinet, a failed device can be removed and a new device installed without ever configuring it.
– Tim Cicerchi is product manager industrial bus and ID systems, Pepperl+Fuchs. Edited by Mark T. Hoske, content manager, CFE Media, Control Engineering, [email protected].