Many who watch motorsport racing become fascinated by the crew chief's last pit stop strategy decisions—put on four tires or two; add or remove a half-pound of tire pressure; adjust a torsion bar or not; and decide if more fuel is needed to finish. Make the wrong choices and the extra time spent in the pits can't be made up on the track with the improved performance.
AT A GLANCE
Solid foundation
Control objectives
Performance index
Continuous monitoring
Sidebars: Understand performance index and relative performance index
Many who watch motorsport racing become fascinated by the crew chief’s last pit stop strategy decisions—put on four tires or two; add or remove a half-pound of tire pressure; adjust a torsion bar or not; and decide if more fuel is needed to finish.
Make the wrong choices and the extra time spent in the pits can’t be made up on the track with the improved performance. Really get it wrong and instead of charging to the front, the race car loses positions.Three real-time elements are at play in making last-pit-stop winning strategy decisions:
On-board sensors and instrumentation, providing reliable data about the vehicles many mechanical systems;
Data analysis, providing complete and accurate information; and
Accurate communications about operational objectives and performance, occurring among driver, crew chief, and pit crew.
Motorsport racing is an extremely competitive, big business—one that rewards winners, especially repeat winners, with large sums of money.
The refining of crude oil into gasoline, liquefied petroleum gas, fuel oil, and aromatic solvents is less exciting than motorsport racing, but it’s every bit as competitive.
Preparing to win
Marathon Ashland Petroleum (MAP) is the sixth largest petroleum refiner in the U.S., processing 935,000 barrels per calendar day (bpcd) of crude oil. One of MAP’s seven refineries, located in Texas City, TX, processes 72,000 bpcd of light, sweet crude.
As part of MAP’s continuous improvement process, initiatives are underway to ensure the best economic value is being obtained from MAP’s many production assets.
Following completion of a January 2003 plant turnaround and expansion, MAP’s Texas City refinery began applying techniques to ensure control loop performance was improved, to optimize production throughput, yield, and quality.
In a refinery operation, process instability is most frequently caused by poor control reliability and performance. Not only does the instability impact quality and yield, it also can cause excess energy consumption, unnecessary equipment wear, and restricted throughput.
Frequently, the solution for optimizing a process is the closed-loop application of analyzers; online inferential measurements; and advanced, multi-variable process control applications.
Until the foundation—instrumentation and regulatory control layers—are under control, anything added on top of them will be shaky at best. (See “Process control hierarchy” diagram.)
Studies by K. den Bakker, D. Shook, J.S. Cox, and others, report that 40-80% of the regulatory control loops in a process plant are under-performing or are in manual mode.
Given that a world-scale refinery can have in excess of 2,000 regulatory control loops, that could equate to 800-1,600 under-performing control loops.
When faced with gathering and analyzing performance data for so many loops, plants with an ever-shrinking number of qualified resources easily become overwhelmed.
MAP’s solution was to connect its main regulatory control loops to Matrikon’s ProcessDoctor software.
“We looked at several control loop analysis and tuning software applications, but chose ProcessDoctor because of how easily it connected to our existing control systems; its robust analysis, diagnosis, and reporting capabilities; and its MPC monitoring abilities,” says MAP’s Texas City control group leader, Chris Hammel.
Identifying new problems
“During the refinery’s plant expansion, we implemented a number of new control loops with our best estimates for tuning constants,” says Hammel. “Upon startup, the software identified several poorly performing loops.”
Using detailed diagnostic tools, it didn’t take long for MAP control engineers to identify problem sources. One loop had not received the correct preliminary tuning constants; the valve positioner was improperly installed on a second control loop; and in another unit, a key flow control loop was being constrained from meeting operational objectives.
“To approach optimal performance from the affected unit requires the key control loops to have an RPI [relative performance index] as close to one as possible. The report summaries showed RPIs of 0.1 and some long settling times. Once this problem was identified we knew what we were looking for, and re-tuned the control loops, significantly improving the unit’s operational performance,” says Hammel. (See “Understand performance index and relative performance index” sidebar.)
Fixing old problems
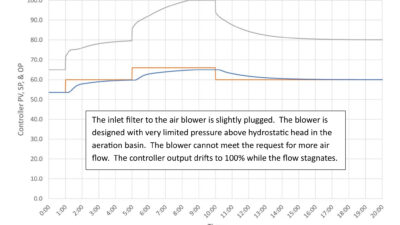
During the refinery’s turnaround, the bubble cap trays of a topper crude distillation tower were replaced and the tower was returned to service using a redesigned multivariable predictive controller (MPC) algorithm designed to maximize the column’s charge rate. Previously the column constraint had been fractionation, but under the redesign, the columns new limitations were related to the level controls, in particular the bottoms level.
For the MPC to increase tower charge rate, the valve position of the bottoms level control loop needed to have additional capacity—controller output to be less than 100%—while maintaining level control.
The multivariable controller was designed to execute once per minute proving to be too slow and resulting in the cycling of the bottoms level control. Operators responded by restricting the columns maximum charge rate, defeating the multivariable controller’s objective. (See “Before changes” diagram.)
Establish a control loop’s performance objective, and then analyze actual performance against the objectives.
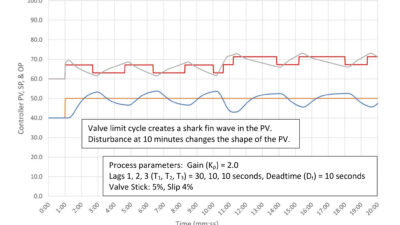
To fix the problem, setpoint adjustments to the bottoms level controller were removed from the multivariable controller and the control loop was aggressively tuned. These changes resulted in a reduction (3.81 to 1.12) in the standard deviation of the bottoms level controller’s variation from setpoint. (See “After changes” diagram.)
Once a control loop is performing as near to design as possible, continuous monitoring ensures subsequent deviations from its benchmark are quickly identified.
With the tighter bottoms level control, the multivariable controller was able to increase topper crude distillation tower throughput by approximately 500 bpcd.
“The detailed tower performance information was extremely valuable in helping us quickly identify the source of the problem. We have credited the technology with significantly improving annual plant revenue on this problem alone,” says Hammel.
Controller monitoring vs. auditing
“Ability to monitor control loop performance on a continuous basis, rather than conducting periodic audits, is essential for maintaining optimized performance and reducing maintenance costs,” says Warren Mitchell, product manager for Matrikon’s ProcessDoctor.
“Too frequently, control loop spot check audits occur when time permits. This often coincides with when the process is running well.”
On the other hand, continuous monitoring provides indications of control loop performance under varying operational conditions, and provides valuable and timely control loop performance insight when process objectives change.
For example, seasonal or economic conditions might dictate a need to change process objectives from “we’re sold-out, produce all you can” to “we aren’t sold out, produce ‘x’ per day as efficiently as possible.” Changing from a sold-out to an efficiency production objective is seldom as simple as reducing throughput rate.
With new operating objectives and ranges, the process gains can change, thus impacting control loop performance. Control loops that were performing well can become troublesome and require retuning. Where advanced control estimator models are in place, they too, can be negatively impacted and require changes. New operating constraints, such as energy conservation, likely mean some manipulated variables become saturated while others need to be brought under control.
Where a multivariable controller is being used, the controller’s design and tuning assignments may hinder, or even prevent, achieving the new process objectives. When that’s the case, the controller will likely be turned-off and a justification for modifying the multivariable controller design is often required.
Continuous monitoring and analysis helps identify, resolve, and/or avoid such problems.
Pit stop efficiency
The April 2003 Control Engineering article, “Optimizing assets requires well-tuned resources and the right attitude,” described how asset management and condition-based monitoring tools and services can lead to optimized performance.
The article cautioned that it’s not just a matter of assembling the right tools and services, that executive and shareholder commitment is also essential. Commitments include:
Establishing the right culture;
Training and retaining knowledgeable employees;
Examining and, where necessary, changing work processes; and
Deploying efficient support systems.
Those in process industries understand that significant amounts of unrealized potential exist in production assets. The inadequacies of more traditional failure-based maintenance are also recognized, as are the benefits of transitioning to a condition-based maintenance model.
When MAP’s management authorized the deployment of control-loop assessment technology they moved from simply acknowledging there was unrealized potential to taking positive actions to “become all they could be.”
For MAP’s Texas City refinery, the place to start was to ensure it had efficient ways and means to optimize base-level regulatory control, thus forming a solid foundation for achieving the overall goal of optimizing the plant to win.
Whether it’s motorsports or refining, the ability to measure, analyze, and communicate asset performance is critical in the quest to be a winner.
Understand performance index and relative performance index
Performance index (PI) is a standard means of quantifying loop performance, and references the lowest possible level of variance (minimum variance) achievable by a controller given the existing delay in the process. This unit-less number ranges, from zero to one, with one representing minimum variance control.
Where the control objective is to minimize the process variance, as is most often the case with flows, the PI serves as a valuable benchmark.
Because not all control loops are engineered for the same purpose, “minimum variance” is not always the desired control objective. For example, level control loops used in “surge” applications should not be benchmarked against a “minimum variance” standard. For such applications, the Relative Performance Index (RPI) is a better benchmark indicator.
RPI is a ratio between the desired response speed for the controller and the actual (current) response speed.
An RPI equal to one indicates control loop performance matches the benchmark that has been set for the controller.
A value greater than one indicates the control loop is removing disturbances faster than desired, while an RPI value less than one indicates the control loop is taking longer than desired to settle down following a disturbance. Depending on the control loop’s objective, either situation can be a problem.
When used together, PI and RPI values provide valuable control performance benchmarking tools.