The terms accuracy, repeatability, and resolution can be found on the spec sheets of many engineered products and when they are incorrectly specified, this can be problematic when it comes to automation and motion control applications.
The terms accuracy, repeatability, and resolution can be found on the spec sheets of many engineered products. They are often misunderstood, used interchangeably, or just plain confused. This can cause products to be incorrectly specified and, in many cases, over-designed for an application. This can be especially problematic when it comes to the fields of automation and motion control.
Measurements can be done on anything like mass, distance, or even more complicated concepts like flow rate or humidity. The point is that everything can be measured. The next thing to keep in mind is that nothing is perfect. So, a question that comes up when specifying a product or solution is, “How imperfect will my results be?” No need to worry. There’s a measurement for that. Accuracy, repeatability, and resolution are all used to describe the “correctness” of the results.
Here are some very simple definitions for each term:
- Accuracy: How close a measurement is to the actual value.
- Repeatability: How close a group of measurements are to each other.
- Resolution: The smallest difference that can be measured.
For example, measuring the weight of a diamond is something that is important to get right. The actual weight of the diamond is 1.50 karats. The diamond is weighed 3 times and the readings are 1.46, 1.45 and 1.47 karats. The readings were off from the actual weight by as much as 0.05 karats. That is essentially the worst-case accuracy. But the readings were all within 0.02 karats of each other, that is the repeatability. The smallest difference that the scale can measure is 0.01 karats, that is the resolution.
Accuracy, repeatability, and resolution in action
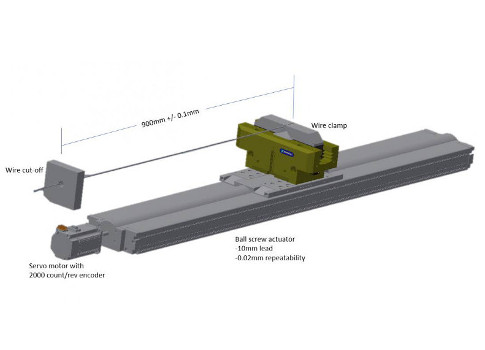
In a real-world automation example, a supply company has an application that requires a wire to be cut to a certain length; 900mm to be exact. The wire has to be cut within 0.1 mm of 900 mm. To pull the wire to length, a ball screw actuator driven by a servo motor is used. The ball screw has a 10mm/rev lead and the servo motor has a 2000 count/rev encoder. This system has a resolution of 0.005 mm (10 mm/2000). The catalog for the ball screw states the repeatability is +/- 0.02 mm. The servo motor is programmed to make a move where it rotates 90 times, which should equate to a distance of exactly 900 mm.
After running the machine for a while, it is discovered that the parts are too long. Three parts were measured and the values were 900.305, 900.295, and 900.300 mm. The measurements were all very close, within 0.01mm of each other, so the repeatability is very good and within catalog specification. However, it seems like all the measurements are off by about +0.3 mm.
How could this happen? Repeatability was mistaken for accuracy. This is a very common problem. Even though the system has a resolution of 0.005 mm and a repeatability of 0.02 mm, the actuator was still off by 0.3 mm after traveling 900 mm. The reason? Nothing is perfect, not even a precision ground ball screw. Positional accuracy is dependent on the stroke length and as the actuator travels 900mm, it is not uncommon for it to be off a few tenths of a millimeter.
Rather than trash the system and start over, a simpler solution is to calibrate the system. The +0.3 mm error can be accounted for by reprogramming the move. Maybe if we shoot for 899.7 mm, we will actually hit 900 mm. So instead of 90 turns of the screw, the motor is programmed to rotate 89.97 times.
The solution worked. It turns out that even though the application called for positional accuracy, it could be accomplished with repeatability and a little calibration. This saves the company a lot of money because a system that has an accuracy of 0.1 mm at 900 mm would be much more expensive.
We could map the positional error throughout the entire travel range and make a calibration table, but that would be time-consuming and there is a lot of opportunity for mistakes. At this point, it may be better to add another measuring device such as a linear encoder, which has a guaranteed accuracy.
The point is that accuracy and repeatability are commonly confused in motion control applications and nothing is perfect. In the end, engineers have to determine if the level of imperfection will be acceptable for the application.
RJ Ruberti is an applications specialist with Cross Company. He has a degree in mechanical engineering and focuses on motion control end of arm tooling (EOAT) for robotics. This article originally appeared on Cross Company’s Motion Control Solutions blog. Edited by Chris Vavra, production editor, Control Engineering, CFE Media, [email protected].