A paper machine example illustrates that large electric drive systems have special requirements, for example, special inverter packaging with a separated dc converter to save space and cost, and provide the best reliability.
High machine speeds require the controls and drives to respond quickly to speed and torque changes, and web constraints require the control system to closely coordinate the speed and torque of the drives to avoid web breaks that can cause costly downtime.
In web-handling applications, large numbers of variable-speed drives are used, for example, in the paper industry on paper machines and coaters, and in the metals industry on rolling mills, galvanizing lines, and pickle lines. For these applications, ac motors are preferred to dc motors. The electric drive system consists of variable frequency ac drives and variable-speed ac induction motors.
Although ac synchronous motors are used for the higher power levels, most of the web handling is done with lower horsepower motors in the five to 500 hp range. These systems employ up to 200 motors to ensure reasonable tension, and the motor speeds and torques are controlled and coordinated by a master controller over a high-speed network, using feedback from the machine and inputs from the process control system or mill control. This article looks at the controls on a paper machine to illustrate the drive system used.
Variable speed drives
The main parts of a low voltage ac drive are illustrated by the two circuits in Figure 1, above.
- ac to dc converter supplied by 400 to 690 V ac, three-phase power
- Voltage filtering section consisting of capacitors
- dc to ac inverter using pulse width modulation (PWM) to generate the variable frequency power output to the motor
The last part is a variable-speed, three-phase, ac induction motor.
Converter
Several kinds of converters are available. For example, some work in both directions, consuming power from the supply when the motors are driving the machine, and generating power back into the supply when the machine is slowing down. These converters, called regenerative, recover the machine’s kinetic energy instead of allowing it to be dissipated. They work with active power devices such as thyristors or insulated gate bipolar transistors (IGBTs).
A diagram of one phase of a diode-based ac to dc input converter is shown on the left-hand side of Figure 2. The converter consists of three diode bridges, one for each phase, forming a three-phase, full-wave voltage rectifier. The theoretical voltage output has ripples which are filtered out to give a smooth dc voltage on the bus. The diode design provides a good input power factor between 0.95 and 0.98.
Inverter
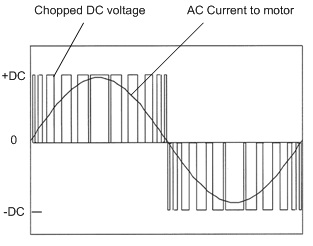
The three-phase variable-frequency power for the motor is generated by an inverter which has three output power bridges. Each sine wave is created by chopping the dc voltage with IGBTs using PWM at the rate of 1500 pulses per second. This voltage is impressed on the motor windings where the large inductance and resistance acts as a filter to create a current close to a sine wave. Figure 3 shows one of the three PWM phase outputs; the chopped signal is voltage and the sine wave is the motor current. Not only can the frequency be varied with PWM but also the amplitude of the sine wave voltage, thus changing the motor current. This changes the motor output torque; therefore, the inverter can control both motor speed and torque.
In the case of induction motors, the speed is less than the applied power frequency due to slip. (Slip is the speed reduction caused by load torque.) Tachometers are often employed to obtain a motor speed signal, which is fed back to the drive so that the frequency can be adjusted to generate the desired speed. With modern drives the tachometer is optional since the inverter can calculate the speed, based on the output frequency and current, to an accuracy high enough for many applications.
Each drive has its own LAN interface to receive control signals and to transmit drive and motor status back to the control system.
Packaging
Small stand-alone drives called packaged drives have a built-in converter and inverter, and are designed for machines with few drives. However, for systems with a large number of drives, a different method is employed using one or more large converters feeding all the inverters. A cabinet lineup for such a system is illustrated in Figure 1. Here 12 inverters are fed by one converter using a common bus structure. This arrangement produces cost savings, space savings, and, because of the higher efficiency, energy savings.
Each inverter is mounted in a tray, which can be removed from the rack for service. Since each tray is only an inverter with no converter, the resulting system mean time between failure (MTBF) is high, and since a tray can be quickly removed and replaced with a spare, the system mean time to repair (MTTR) is low.
Coordinated drives for web handling applications
Web handling machines, such as paper machines, coaters, galvanizing lines, and pickle lines, use a large number of variable-speed motors, sometimes in excess of 200. Typical paper machine speeds are 3,000 feet per minute. To avoid web brakes during machine speed changes, all the motor speeds must be coordinated by a master controller. Figure 4 shows the front part of a paper machine with motors, drives, tachometers, and master controller; only some of the motors are shown to simplify the illustration.
During a machine speed change, all the motor speeds change together in a slow ramp with a time constant suitable to the machine or process. Each motor has its own speed ratio so its speed can be set; this set of ratios forms a recipe for the particular grade of paper being run. A number of recipes are stored in the master controller for the various grades of paper.
If two or more motors power the same machine section, then one motor is speed regulated and the others are torque regulated, with speed limits. To balance the speed regulated motor and the torque helper motors, the master controller sets the motor torques in the appropriate proportion. On a paper machine the wet paper will pull apart if any tension is applied, so the tension cannot be measured, and the control system relies on high-accuracy speed regulation to maintain the web.
Communication between the master controller and the drives is over a LAN, which can be any of several high-speed types including Modbus, Profibus-DP, and DeviceNet. The drives have data on the actual motor speed, torque, and motor temperature plus status, faults, and alarms, which are communicated to the master controller. Machine operators use touch screens and HMIs to interface to the system over an Ethernet LAN, and the plant control system also has its own interface to the master controller.
Paul Blaiklock is marketing manager, TMEIC GE, Roanoke, VA USA, www.tmiecge.com.



