Human-robot collaboration (HRC) is becoming more common, but humans still need to be aware of their machine counterparts. Companies have developed techniques to make it easier for humans and robots to safely interact and improve plant floor productivity.
Collaborative robots are easy to integrate and can be programmed in hours. They cost less and consume less space than traditional robots and can go where their large-payload counterparts often cannot. Collaborative robots are flexible and are usually fenceless. Collaboration, however, comes with risk. Their lightweight bodies and restricted performance may not translate into low-risk work zones depending on many factors. Fenceless robotic systems come in many forms, and in all shapes and sizes. Someday, true human-robot collaboration (HRC) may become commonplace.
In the meantime, workers need to be aware of unconventional robotic cells with fenceless conventional robots. Software embedded in the latest robot controllers along with sensors and other safety control technologies are freeing high-speed, high-payload robots from their hard fences to collaborate with human co-workers.
New robotics users may only equate “fenceless safety” with collaborative power and force-limiting robots. Not so, but some scenarios pose more challenges than others. A fenceless machine tending cell can include a high-performance robot that moves with the workflow.
Going fenceless can save floor space and the cost and time of erecting hard guarding. It allows for more flexibility in cell layout and makes it easier to reconfigure or relocate workcells. Without fences and lockouts, workers can efficiently interact with a cell for collaboration and maintenance.
“We have a lot of people coming to us saying they want a collaborative robot. But as we talk through their applications, what they are really after is a fenceless robot,” said Rick Vanden Boom, vice president–systems at Applied Manufacturing Technologies (AMT). Vanden Boom said to first consider application requirements, such as throughput and payload, then find “the right robot for the application.”
A collaborative power and force-limiting robot is not always the answer. But sometimes it makes sense, especially when working with limited space where operators and robots must work in proximity or directly with each other.
Collaborate for better ergonomics and quality
An automotive original equipment manufacturer (OEM) customer approached the integrator asking for a collaborative robotic cell for its powertrain facility. The robot would assist an operator with spark plug insertion.
In this case, the robot is a collaborative robot (see photo) with a 35 kg payload. The green, soft foam-clad collaborative robot operates alongside the assembly line without safety fences around it. It’s equipped with an end-of-arm tool (EOAT) designed to hold four spark plugs.
The assembly process starts with engine blocks fed one at a time on a conveyor. The robot turns to present the EOAT to the operator, who also is standing lineside. Interacting directly with the robot, the operator loads the spark plugs into the EOAT. When finished loading the spark plugs, the operator pushes a button on the robot to resume operation. The robot arm then turns towards the conveyor line, lowers the EOAT into position over the engine block, and inserts the spark plugs into the cylinder heads.
The EOAT works like a pneumatic wrench. As the robot inserts the spark plugs into the cylinder heads and begins to apply downward force, it compresses the spring-loaded tool, which begins to rotate the spark plugs. This initiates the threading process. More sophisticated automation completes the job downstream by tightening the spark plugs to specific torque settings.
The process used to be a manual operation, and it had tooling hanging from an overhead cable system the operator moved into position. Operators then would load the spark plugs into the tool, lift it overhead and then try to wrestle the spark plugs into the cylinder heads. Ergonomics and quality were major issues.
“This was especially challenging for some workers based upon their height,” Vanden Boom said. “Because of the manual nature of this operation, there were collisions with the tooling, the spark plugs and the engine block. There was also the potential for cross-threading the spark plugs during rundown.”
Ergonomics and quality were two compelling reasons to automate. But why not a traditional robot for this application? Vanden Boom said the plant wanted a collaborative robot application that interacted with the operators. In this particular case, the payload was not excessive, and the robot did not have to move at very high speed, but there was a reach requirement, which the collaborative robot met.
“With the collaborative robot, it was a much simpler implementation than using a traditional robot and adding light screens or area scanners,” Vanden Boom said. “The motion is fairly limited, and it allows very good interaction with the operator.”
Assess, mitigate potential risks
Safety was a main focus for everyone involved since this was the first collaborative robot deployed in the plant.
“Additional attention was given to safety by the corporate, plant and union safety groups,” Vanden Boom said. “The fact that operators interacted directly with the robot to load parts to the EOAT required buy-in from the plant workforce as well.”
The collaborative robotic cell included two safety light screens to protect operators from inadvertent contact with the EOAT during spark plug installation.
“Our initial concept of the job didn’t have any light screens or additional safeties,” Vanden Boom said. “But as we were doing the risk assessment, it was identified based on the tool design that if an operator stuck his hand in as the robot was moving in a downward motion with the spark plugs, this could create a pinch point. We added a couple of small light screens that were only activated when the robot was in that downward motion.”
Vanden Boom said the application is more than two years old and still running.
“We have a lot of applications using collaborative robots that really aren’t interacting with people. They are just operating in a fenceless environment. This application is truly collaborative.”
Whether it’s using a power and force limiting robot or a fenceless high-performance robot with safety sensors and controls, nothing should be taken for granted. The application must be assessed, and all potential risks need to be identified and mitigated when workers and automation interact. There is no substitute for a risk assessment.
Collaborative robots, conveyors
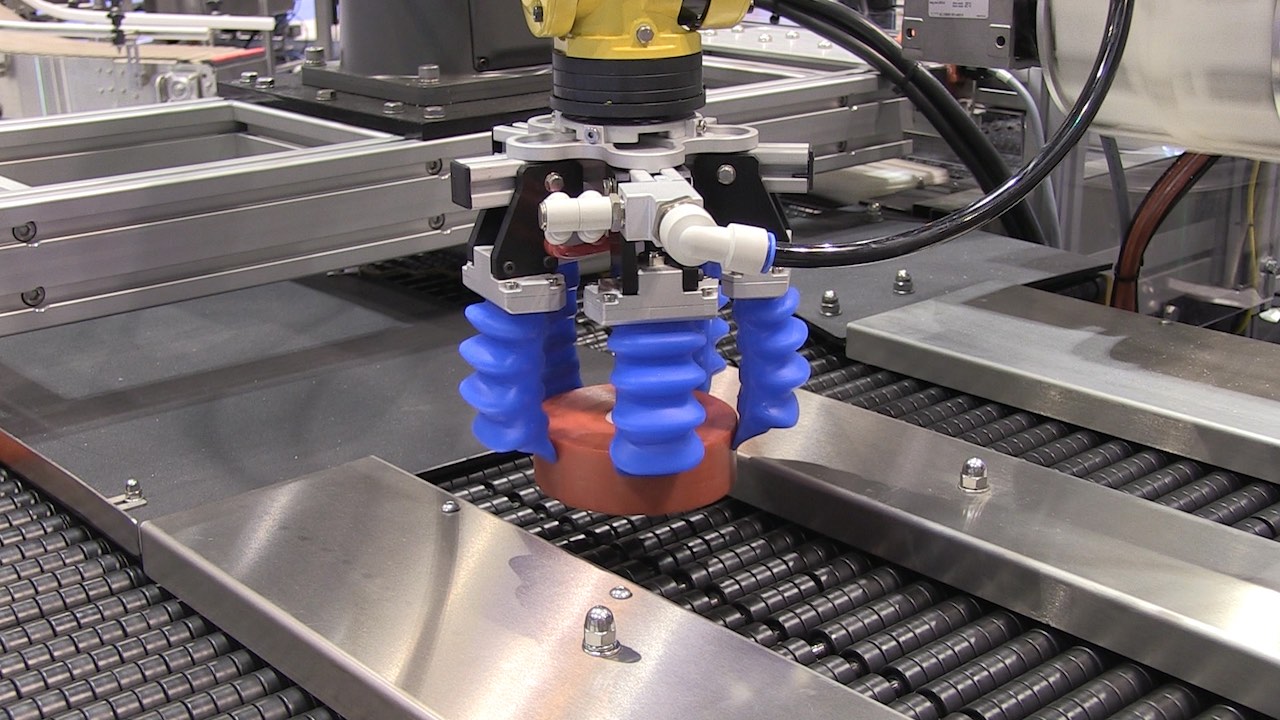
Consider this demo cell (see below) of a fenceless packaging line with a traditional high-speed robot. The robot is integrated with a safety area scanner that monitors the presence of humans or objects to slow or stop the robot when designated safety zones are breached.
If human intervention is needed, the robot will reduce its speed and then stop if the operator enters the robot’s work envelope. Once the operator exits the work area, the robot resumes normal operation at full speed.
Workers may notice a unique gripper on the robot. The gripping system can handle myriad items of varying shapes and sizes without damaging them, even soft pastries. Soft actuators also make the gripper suitable for human-robot collaboration in fenceless environments.
A soft-actuating robot gripper and a collaborative conveyor system enable safer human-robot interaction. Courtesy: Shuttleworth, LLC/RIA[/caption]
This demo cell inspired a new application currently undergoing R&D assessment. One of their long-time customers in the food industry wants to automate a process that requires repetitive wrist movements. Workers are complaining about repetitive strain injuries.
The current R&D cell incorporates a collaborative robot with a conveyor. The robot will be working collaboratively with an operator in a very small area, which is why the process requires a power and force limiting robot. There is not enough space around the robot to allow for the safe stopping distances required for safety area scanners and light screens.
Even though the process requires very high product handling rates, the collaborative robot will pick multiples of the product so slower speed isn’t an issue. In the finished workcell, the operator will be doing one portion of the product handling, while the collaborative robot assists with the repetitive work that’s the source of wrist injuries.
“The operator and the robot will be working within arm’s distance away,” Liu said. “That’s the big advantage with collaborative.”
“If all goes well, we’re going to take it to the next step, and that’s implementing the entire workcell,” Tinnell said. “It could change the way this company will be doing business in all of their plants.”
Collaborative technologies of all kinds are revealing new paths to safer human-robot interaction. With no fences and no bounds, true human-robot partnership is on the horizon. We’re not there yet, but we’re getting close.
Tanya M. Anandan is contributing editor for the Robotic Industries Association (RIA) and Robotics Online. RIA is a not-for-profit trade association dedicated to improving the regional, national, and global competitiveness of the North American manufacturing and service sectors through robotics and related automation. This article originally appeared on the RIA website. The RIA is a part of the Association for Advancing Automation (A3), a CFE Media content partner. Edited by Chris Vavra, production editor, Control Engineering, CFE Media, [email protected].
MORE ANSWERS
Keywords: robots, human-robot interaction
Technology advances such as end-of-arm tooling (EOAT) are making human-robot interactions on the plant floor safer.
Conveyor systems also can help make collaborative robots operate safely.
Soft actuators are another good solution for human-robot collaboration in fenceless environments.
Consider this
What steps has your company taken to ensure robots and humans can work safely together?