Control Engineering International: Tool condition monitoring is important for quality of micromilling processes and can be improved with a real-time diagnostics system. Diagnostic signals selection, tool wear inspection algorithm, and proper measuring system selection all help. Testing and validation were completed in operating conditions.
With wider use of miniature components in all industries, attention to quality in micromilling of various materials has become more important. A real-time diagnostics system for micromilling allows tool condition monitoring and improves metal component production quality. A monitoring system ensures accuracy, quality, and most of all, microcutting process stability.
Selecting a proper signal that provides the best information about process conditions is crucial. Due to availability, simplicity of use, and price, accelerometers are the most common sensing choice. Sensors placed in key areas of a micromilling machine ensure that an acceleration signal processing algorithm can create reliable and useful information about the process.
It’s also important to measure microcutting process cutting forces. Because of the nature of micromilling, cutting force amplitude can be very low (<1N) and hard to measure. Like information about vibration, cutting force information is extremely helpful for diagnostics.
Measurements, diagnostics
Selecting an appropriate measuring system is an important issue during development of a diagnostics system. A real-time diagnostics system for micromilling was created based on National Instruments hardware and software: cRIO-9022 PAC controller and analog modules with dynamic signal acquisition for making high-accuracy frequency measurements from an integrated electronic piezoelectric (IEPE) accelerometer. The controller includes a reconfigurable field-programmable gate array (FPGA) chassis, which allows analog signal acquisition up to 51.2 kHz. Data are filtered then processed in real time to provide determinism and stability of the monitoring algorithms. Depending on need, acquired data can be written on a device’s hard drive or visualized by the user interface panel on a computer screen. Additionally, the system can communicate with the micromilling machine drives controller.
Thanks to the flexibility of the measurement equipment used, a monitoring system was created and specially adapted for microcutting processes. The FPGA module and LabVIEW Real-Time System allow development of deterministic data acquisition and data processing algorithms.
As for other technologies, motion control uses Aerotech linear nano-modules (250 ns movement resolution); force measurement is based on Kistler dynamometer for small forces; and PCB Piezoelectronics is used for acceleration measurement.
The main assumption of the diagnostic procedure was to process obtained signals using an FFT algorithm. An inspection program based on rotational speed of the electric spindle observed adequate spectrum section of acceleration and cutting force signals at all three axes. In case of additional frequencies near the excitation frequency, the monitoring algorithm immediately informs the operator via the user interface panel and sends appropriate notification to the micromilling machine drives controller.
During microcutting operations, the device’s hard drive stores data to analyze all diagnostic signal variations. If necessary, a quick implementation of new algorithms is possible, to gain measurement variety. Relatively small dimensions and rugged design permit use in a wide range of applications.
18,000 rpm
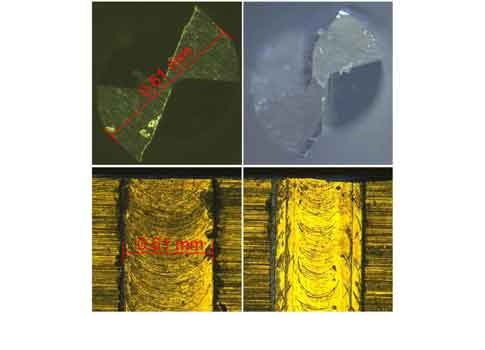
To test the real-time diagnostics system for micromilling, a set of experiments on carbon steel 18G2 and two-bladed, 0.61mm diameter tool was prepared. Spindle rotational speed was set to 18,000 rpm, with step size of 6 µm and milling depth of 10 µm. Accelerometers were attached to the electro spindle, based on prior experiments. A 3-axis dynamometer was placed on the vertical axis of the micromilling machine. The work piece was attached on top of the dynamometer. Experiments were performed for five tool passes through the entire work piece, during which the tool condition was monitored. Before and after every operation, tool images were made using a digital microscope (500X magnification).
During experiments, significant degradation of the tool and surface quality deterioration were observed. Power spectrum analysis of recorded acceleration and cutting force signals shows a similar relationship. Figure 3 compares diagnostic signal power spectrum graphs of a new and a worn tool. The excitation frequency of spindle rotational speed (600 Hz) is clearly dominant. In the case of a worn tool, additional undesirable frequencies occur, indicating damaging vibrations that can have a negative impact on micromilling process quality.
The real-time diagnostics system developed for micromilling is an interesting solution for any application where accuracy and improved quality are required. Due to modularity, it can be quickly reconfigured to fit various conditions. Small dimensions and ruggedness allow use in a wide range of applications. The intuitive user interface can be adapted to operator needs. Implementing a real-time diagnostics system for micromilling in industrial applications helps save time and money.
– Bogdan Broel-Plater, Krzysztof Pietrusewicz, and Paweł Waszczuk are with West Pomeranian University of Technology, Control Engineering Poland. Edited by Mark T. Hoske, content manager CFE Media, Control Engineering and Plant Engineering, mailto:[email protected]
https://www.controlengpolska.com
Szczecin University of Technology
ONLINE extra – More about the authors
– Bogdan Broel-Plater, PhD, is with the West Pomeranian University of Technology, Szczecin, Faculty of Electrical Engineering. His research work involves artificial intelligence utilization within the digital control and supervision systems.
– Krzysztof Pietrusewicz, PhD, is with the West Pomeranian University of Technology, Szczecin, Faculty of Electrical Engineering. He is also an editor for Control Engineering Poland. His research work involves robust open architecture controls and integrated condition monitoring approach for machine tools.
– Paweł Waszczuk, PhD student, is with the West Pomeranian University of Technology, Szczecin, Faculty of Electrical Engineering. His research interests include real-time condition monitoring systems for machine tools as well as micromilling.



