Challenges addressed ranged from design through development, implementation and start up

Robotic cell insights
- A Tier 1 automotive supplier, addressing workforce gaps due to retiring operators, automated repetitive tasks in their facility, increasing throughput and reducing errors with a robotic solution.
- The project overcame technical challenges including integrating FANUC robots, customizing end-of-arm tooling for diverse parts and implementing a flexible, safety-conscious design adaptable for manual operation.
- The automation initiative resulted in a 33% increase in throughput, improved overall efficiency, extended the ROI payback period to 36 months and set a precedent for future plant-wide automation projects.
Struggling to hire and retain new employees to fill gaps left by retiring operators, a Tier 1 automotive supplier set ambitious goals for reducing headcount through automation.
In response, the supplier automated an area of the facility where operators performed dull, repetitive tasks at three machine stations. Besides reducing headcount, the goal was to increase throughput and reduce errors.
The automotive supplier envisioned a robotic solution; however, it was unsure of how best to eliminate manual operators given the narrow, confined space around the machine stations.
Auburn Hills, MI-based integrator Patti Engineering designed and developed a solution that met the project’s ambitious requirements to eliminate the need for one operator from each of two to three shifts per day.
The return on investment (ROI) payback period required to justify this automation project had been 20 months. Interestingly enough, after moving forward with this robotics project, continuing pressure to reduce headcount led the supplier to lengthen the time period allowed for justification of automation projects to 36 months.
Solution overview
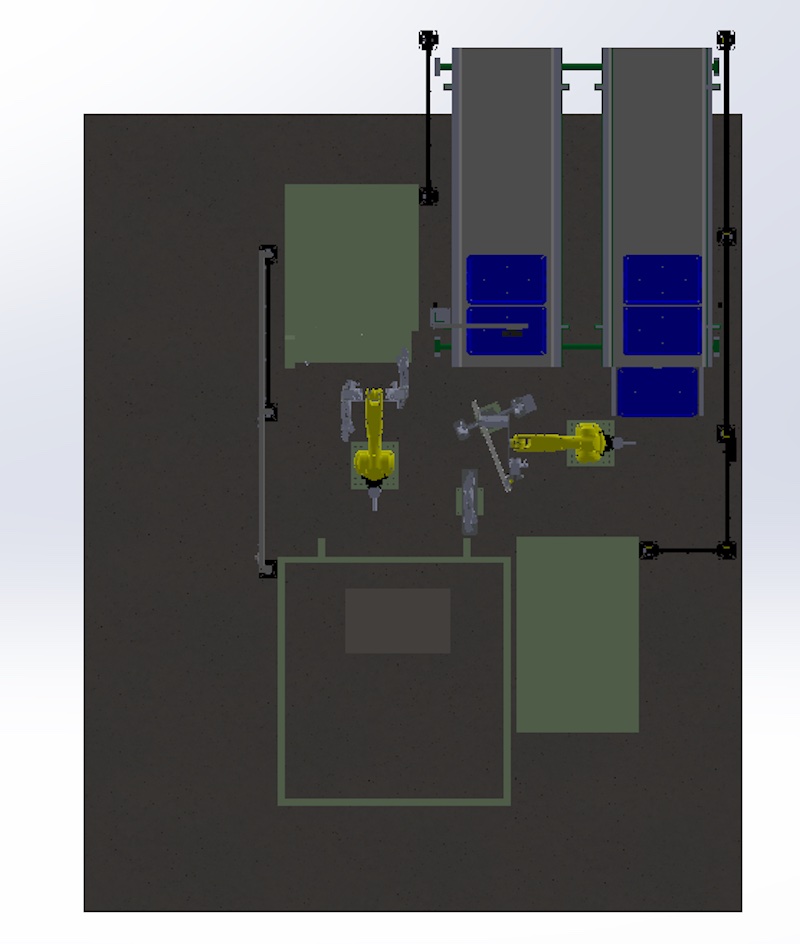
A press station, a weld station and a laser station, which included some testing functions, were combined into a single automated cell. The two robots were programmed to handle eight models of parts, with each model including additional variations.
-
Station #1 – Press station
-
Station #2 – Weld station
-
Station #3 – Laser marker with an additional test station
The new robotic cell includes two automated conveyors, one infeed and one outfeed, with a third gravity-fed conveyor for empty bin collection. The first robot uses 3D vision to pick parts from a bin. Intermediary transfer stands were added for hand-off between the robots. The second robot tends the first two stations and uses 2D vision to pick the part. The first robot tends the third station. The first robot is also able to remove and add bins from the conveyors.
Safety fencing and a new control panel located outside the cell area were added to house the new controls hardware, including the cell control PLC, safety controls, and new interface for operators to interact with the cell.

Challenges addressed
The retrofit of existing automation hardware and software with new automation hardware and software presents inherent risk due to unknowns and potential incompatibility with new system components. Adapting a new robotic automation solution into a space-constrained footprint of three existing machine stations required building a hybrid solution. During the development of the robotic cell project, Patti Engineering encountered several obstacles.
The first challenge involved the manufacturer’s global specification to use DENSO Robotics. The lead time for delivery of these robots would have caused major setbacks, delaying the project beyond the manufacturer’s targeted installation period.
Patti Engineering proposed the use of FANUC robots as the best choice for the project, which could also meet the desired delivery timeline. As an added benefit, FANUC’s integrated 2D and 3D system iRVision also significantly reduced the overall project cost since there was no need to incorporate the third-party vision system otherwise required on this application.
Patti Engineering successfully obtained approval for using FANUC robots as an alternative to the originally specified robots by presenting a factual comparison of the FANUC selected robot to that previously specified in 18 categories including motion range, speed, payload, arm-reach and repeatability data. For the requirements of this application, FANUC had an advantage in 14 of 18 categories.

Part variations
The next major issue revolved around end-of-arm tooling (EOAT). Patti Engineering had to design custom pole shoe magnetic end-of-arm tools capable of handling numerous part variations consistently and equally.
“There were significant challenges in creating the interface hardware on the end of the tooling because there are a number of part types for these machines. Overall, they have the same general dimensional feel, but there are some significant differences in the stamping,” said Dan Ragozzino, senior controls engineer at Patti Engineering. “Some of the parts have contours, different tabs and things in different places, so we had to come up with tooling that would allow the cell to run a number of different part variants with equal capability.”
Each robot required two custom designed EOAT. From picking the parts to placement in the machine stations, the two EOAT accommodated different clearance requirements and application needs.
Accommodating a third EOAT
Enabling the first robot to handle empty bins using a third hook EOAT required a creative strategy to minimize the complication of the end of arm tooling itself and also to reduce weight due to the limited payload for the robots. To address this challenge, Patti Engineering developed a custom EOAT attachment housed in a tool holder within the cell. When the robot needs to move an empty bin from one place to another, it uses the bin picking magnetic EOAT to attach to the hook tool, remove it from the tool holder, manipulate the bin and then return it to the tool holder when it’s finished.

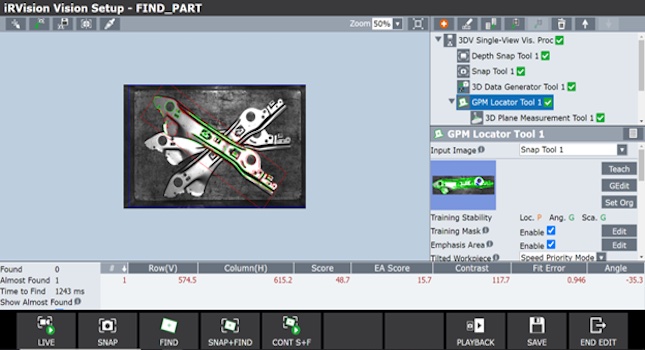
Vision system coordination
Integrating the vision systems into the robotic cell required planning and precision. The team ensured seamless coordination between the 3D vision camera used by the first robot for picking parts from bins and the 2D vision capability of the second robot at the other machine stations. Implementing intermediary transfer stands to facilitate smooth hand-offs between the robots added to the complexity of the vision system integration.
To enhance visualization and streamline the development process, Patti Engineering used FANUC ROBOGUIDE, a simulation tool that allowed for thorough testing and optimization of system performance before physical implementation. Smooth, efficient commissioning of the automated cell was ensured.
Flexibility requirement
Lastly, the manufacturer had one unique requirement: they wanted the flexibility to switch back to manual labor with an operator running the cell, if needed at any point. For example, if a new part had to be run that the robotic automation was not programmed for, the flexibility would be there to accomplish that quickly and efficiently.
“This project was a hybrid between a turnkey solution and a retrofit: utilizing their preexisting equipment and modifying it to suit our application, but also providing whole new sets of equipment to perform this operation automatically,” explained Ragozzino. “Another project challenge was meeting requirements the customer had to return to manual operation for whatever reason they wanted at any point and they wanted it to be a pretty seamless process.”
To meet this challenge, the robots and additional hardware components are mounted on mobile platforms to return the station to manual operation when needed.

Product solutions selected
Working within the narrow existing footprint, FANUC’s LR-10iA 6-axis robot designed for machine tending and picking applications was chosen for a variety of reasons. At just over 100 pounds, the robot’s compact, lightweight design met the space limitations, arm reach, payload and speed needed, as well as being roughly the same cost as the robots the plant had originally specified. Attaching the robots to mobile platforms met the requirement of being able to return the cell to manual operation if needed.
A Mitsubishi Q-Series PLC was chosen as the central control system for the entire cell. Each station was controlled by its own Mitsubishi Q-Series PLC, requiring programing modifications and integration into the central control PLC to ensure smooth coordination and synchronization between the robots and the different machine stations.
Additionally, a Keyence GC-1000 safety controller was included to maintain supervisory control over safety aspects, ensuring a secure working environment for the operators and technicians. The safety controller allowed integration of safety features without upgrading the PLC to a specialized controller the plant did not have on site and with which it was inexperienced.
Integrating the safety control reduced training time. Plant maintenance and engineering staff have an awareness of possible future challenges. This comprehensive PLC setup allowed for seamless communication and coordination between all components of the automated cell.
The new control panel located outside the cell area houses the new controls hardware, including the cell control PLC, safety controls and operator interface for robotic integration. The control panel also contains the distribution and connection components for added devices and sensors.
Vision systems
The solution used FANUC vision systems for accurate part detection and orientation. The first robot in the cell was equipped with a 3D vision camera, to precisely pick parts from bins. Intermediary transfer stands facilitated smooth exchanges between the robots during the production process. The second robot used 2D vision to tend to the first two machine stations, picking parts with accuracy and efficiency. The first robot then tended to the third station, demonstrating its flexibility and multitasking capabilities. The sophisticated vision system ensured correct handling and verification of various part models, significantly reducing errors and enhancing production efficiency.
A Keyence color touch screen HMI panel with operator fingerprint reader was selected to display cell status and provide visibility into each machine station’s status. The HMI software was developed to have a similar look and feel in terms of the structure and layout of other HMIs in the facility, minimizing time and effort expended on training. The fingerprint reader allows operators to access restricted operations and features depending on authorization level for the machine cell.
The existing gravity-fed part-in and part-out conveyors were replaced with three new conveyors integrated into the cell. Two automated Hytrol EZ-Logic Powered Roller Zone conveyors were selected to process incoming unfinished parts bins and outgoing finished parts bins.
A third unpowered gravity roller conveyor was used to stow empty parts bins until needed for placement onto the exit conveyor to be filled with finished parts.
Results and impact
The fully automated cell delivers a range of benefits to the Tier 1 automotive supplier. Integration of the two robots eliminated the need for manual operators to run the cell. Workplace safety is enhanced as operators are no longer exposed to repetitive and potentially hazardous tasks. HMI incorporation allowed easy monitoring and real-time visibility into station status, for greater control and quicker response to errors or issues. The intuitive interface required minimal training of staff, for a smooth transition to automated operations and an employee-friendly work environment.
The solution led to a 33% increase in throughput, running a part every 12 seconds. Moreover, use of robotics allowed for consistent and uninterrupted production, ensuring efficient cell operations. Overall cell availability rose to more than 95%, based on reduced downtime and maximized output.
The project may also serve as a pilot for adoption of similar automated solutions in other areas in the plant. Plant management is considering expanding automation use to other labor-intensive processes. The potential is to drive significant improvements and efficiencies across the manufacturing facility.