Configuration using PC-based control software, EtherCAT networks, integrated drives, and one-cable technology (OCT) simplify motion control system design and reduce servomotor costs.
Selecting and installing an optimal servomotor, whether it’s a retrofit or for a new application, is rarely a simple task. Any upgrade often requires adjustments in the drive, gearbox, encoder, and any other components that make contact with the motor. Individually programming and configuring each servo drive also increases commissioning time and unnecessary costs.
New servo technologies have simplified these processes and have unlocked the potential advantages synchronous servo motion controls provide. In addition to supporting configuration via PC-based control software, new servo systems offer key features such as servomotors with directly integrated drives, one-cable connections, and onboard safety functions. Greater simplicity and flexibility in motion system design have reduced the acquisition cost of servomotors, which makes them a competitive option for motion architectures.
Easy configuration, flexibility
With PC-based automation software and EtherCAT industrial Ethernet capabilities, it is possible to configure multiple servomotors through simple engineering processes. This kind of software is used to scan and configure the drives, which eliminates the need to run a cable from a laptop to each individual drive to configure it.
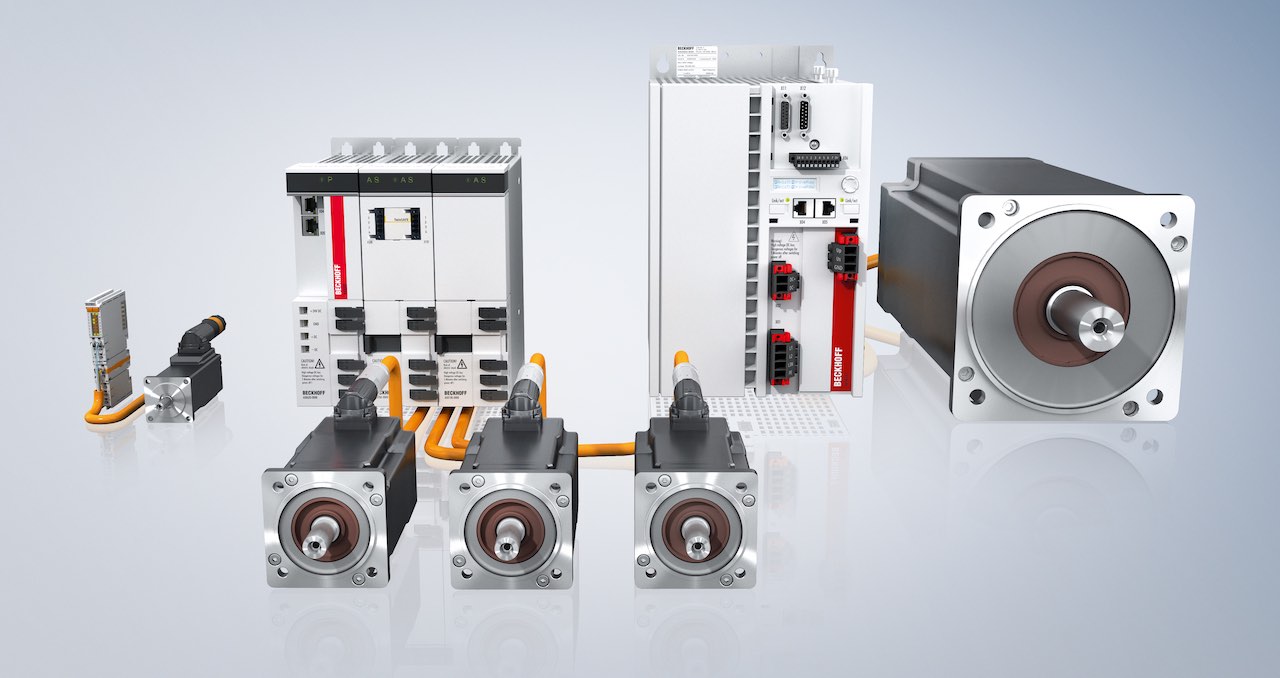
One-cable technology (OCT) can support servomotors of all sizes, from low-wattage options connected to compact drives in an I/O terminal form factor up to large F7-flange motors that require large drives. Courtesy: Beckhoff Automation[/caption]
EtherCAT provides motors, drives, and input/output (I/O) systems with the ability to send diagnostics in real time. The measurement capabilities in some software platforms provide accurate data on point position, velocity and torque to monitor and maximize performance.
The best options for this application reduce confusion through a streamlined motion engineering environment. It is important to look for software that can perform motion system configuration as well as operate the programmable logic controller (PLC), human-machine interface (HMI), and all other machine control aspects on the same platform. This eliminates the need for software used only for servo systems. Some vendors’ software offerings also include integrated motion-sizing tools, which aid in selecting and installing components through a graphical interface. These software offerings are beneficial for servomotors and for other components that are difficult to integrate such as pinion racks, conveyors or crank arms.
New servomotor functions
Increased flexibility allows engineers to implement servomotors without disrupting equipment budgets. Reduced programming time also decreases labor costs, making the total price to implement these technologies closer to stepper motors. This is fortunate because cost concerns have slowed servomotor adoption at some factories despite the potential synchronous motion control they can provide and recent servo technology advances.
Synchronous motors offer greater precision through closed-loop control. Servomotors send feedback that allows the drives to track their position without a separate encoder. They also use less energy than similarly-sized stepper motors while providing torque at higher speeds. Servos also have internal windings that dissipate heat more efficiently. New functionality, such as motors with integrated drives, safety technology and one-cable technology (OCT), enhance potential servomotor benefits.
Servomotors with integrated drives help create effective distributed servo systems. Combining a servo drive and servomotor in one device saves space in the control cabinet and can create additional cost savings. Integrated safe torque off (STO) and SS1 motion safety functions, among others, lead to additional cost savings by reducing the need for separate I/O terminals or other hardware for these tasks.
While servomotor flexibility has increased, the size of some of the motors has not. By integrating the amplifier at the rear of the housing, motors can keep the same flange size while maintaining similar dimensions, with a minor increase in length. This reduces the machine footprint in new designs and eliminates costly mechanical changes for retrofits. OCT combines power and feedback in one cable, which reduces cabling efforts and potential points of failure by 50 percent and supports all motor sizes and types.
With one-cable automation solutions, distributed servo systems further enhance enclosure-free motion control architectures through the use of IP65-rated distribution boxes. This supports applications that need to operate multiple axes of motion in modular machine designs. One cable runs between the remaining control cabinet and the distribution box, which connects multiple servomotors with integrated drives as well as additional distribution boxes if additional axes are necessary. The multiple connector types create a plug-and-play solution when combined with intuitive configuration over PC-based control software and EtherCAT.
Servomotors with integrated drives benefit retrofits and new applications and provide decreased commissioning times when paired with EtherCAT and PC control. Those benefits continue to become more cost-effective and easier to implement than traditional control systems. Closed-loop control benefits, advances in synchronous motor technology, and the overall easier configuration combine to make servomotors ideal for rotary motion requirements.
Matt Prellwitz, drive technology application specialist, Beckhoff Automation. Edited by Chris Vavra, production editor, Control Engineering, CFE Media, [email protected].
MORE ANSWERS
Keywords: Servomotors, motion control
Selecting and installing an optimal servomotor is rarely a simple task and often requires many internal adjustments.
PC-based automation software and EtherCAT industrial Ethernet capabilities make it possible to configure multiple servomotors through simple engineering processes.
Servomotors with integrated drives benefit retrofits and new designs.
Consider this
Which applications in your plant would benefit most from servomotors?
For more information: