Manufacturers are ready to invest in next-gen digital production.
One of the primary elements in the transformation of the manufacturing plants is the changing nature of demand from the customers. There is sturdy economic impetus toward products that are high on precision, safe to use and safely produced, built to purpose, manufactured with less material consumption throughout the value chain, and environment friendly. While presently manufacturing is focused on productivity and performance, the future will be all about precision products. Manufacturers are supposed to accomplish this without compromising on the speed or quality. This leads to some intriguing questions pertaining to plant design. How will the plant of the future be created and managed? How will data be used for production? How will plants be structured over the next decade?
According to a survey conducted by PwC, just 33% of manufacturing companies consider themselves to be digitally advanced in their production processes. By 2020, 72% of manufacturers intend to augment their digitalization levels and expect to be able to be ranked as digitally advanced
These companies are committing $907 billion per year—about 5% of their revenues—toward greater connectivity and smarter factories. Industrie 4.0 concepts, the Industrial Internet of Things (IIoT) and the smart factory are the future of manufacturing. Manufacturers increasingly are implementing new production technologies that facilitate increased productivity, enhanced production of quality plants, and better work conditions, all leading towards a significantly improved business bottom line.
Defining the smart plant
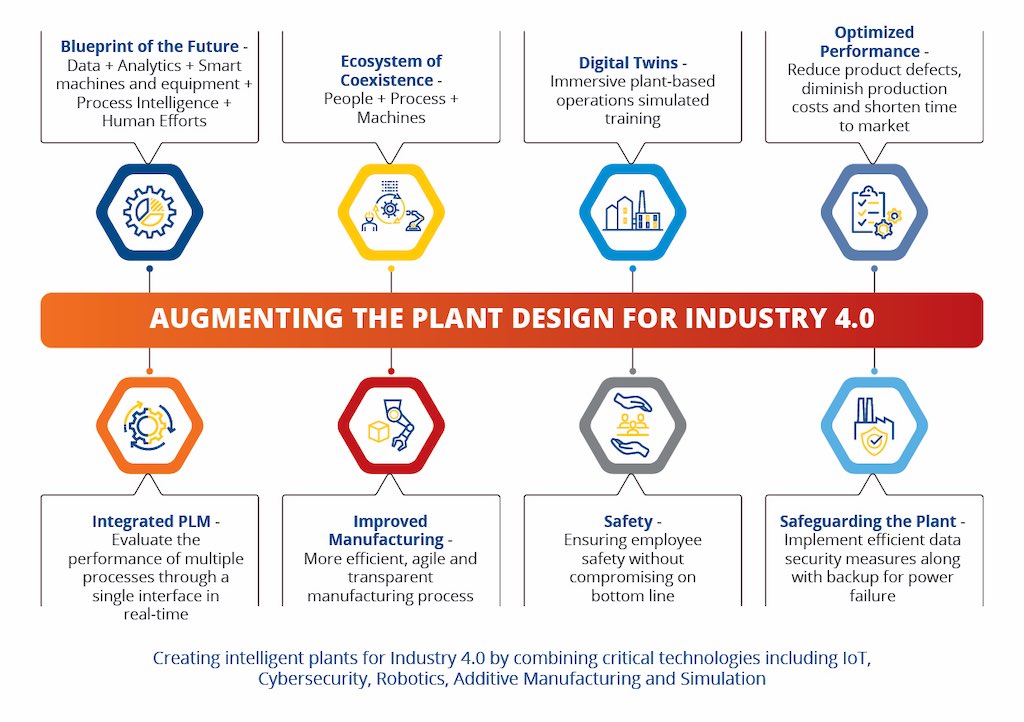
Essentially, a smart plant is manufacturing’s blueprint of the future that combines the best concepts and practices of Industrie 4.0 in a profitable and efficient way. It connects the digital and physical worlds by combining data, analytics, smart machines and equipment, process intelligence, and human efforts. It epitomizes the progression from a simple traditional automated production line and supply chain, to a completely connected and flexible manufacturing ecosystem leveraging cognitive computing, IoT, sensors, and automated systems which allow the plant itself to learn and develop, much like what’s currently happening with autonomous cars!
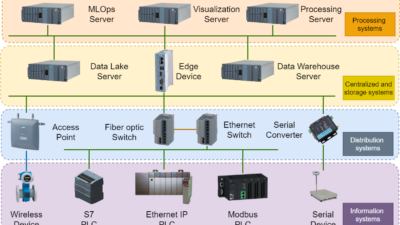
Developing new infrastructure is another notable aspect of this data-driven trend and manufacturers are attempting to make not just the plants but the whole organization interconnected. The smart plant is a flexible environment where data obtained from connected machines, operations, and production systems can be collected and deployed to adapt to new and repetitive demands. The most riveting aspect of these plants is that their reach goes beyond the confines of a factory, influencing the entire supply chain and further.
Connecting process, machines, and people
The smart factory market is projected to be valued at $205 billion by 2022, growing at an annual rate of 9.3% between 2017 and 2022. This exponential growth will be driven by increase in adoption of industrial robots, IoT evolution, and a surge in demand for smart automation solutions. In order to properly sustain this potential, companies are embracing technological enablers such as digital twins that bring together people, processes, and machines.
Artificial intelligence and plant data not only are being used for engineering and monitoring purposes but also for immersive plant-based operations simulated training.
Digital twins concoct the digital versions of an organization’s offerings, the operation environments, and the systems being used to create the offerings. These simulated counterparts, when seamlessly connected using the digital channel, conjure enough insight to virtually predict what will happen in the physical world. This allows companies to learn from their simulations and then build physical counterparts for new plants, eventually optimizing their performance in the long run. The main advantages provided by digital twins are being able to reduce product defects, diminish production costs, and shorten time to market.
Using a single digital medium to bring together people, processes, and assets is also driving the development of integrated plant lifecycle management platforms. Being embedded with centralized data management systems, these platforms are enabling plant engineers and operators to evaluate the performance of multiple processes through a single interface in real-time. Due to this efficient singular system, manufacturing companies now can provide their customers with precise production data with absolutely no requirement of another dedicated system. These systems digitally document every production process and quality check so that in case any issue arises in the future, it can be dealt with leveraging relevant data.
The resulting actionable intelligence also can be used to create a safe ecosystem for employees, consolidating the synergy between people, process, and machines. The data can help avoid or predict potential equipment failure that may lead to unsafe conditions or costly downtime for employees or machinery.
The insights created through data collected from sensors can be displayed remotely on a visual, cloud-based dashboard, which would regularly enable plant managers or floor leaders to anticipate unsafe conditions as well as respond to or prevent dangerous scenarios.
Overhauling plant design
When manufacturers plan to digitally revamp the design and functioning of plant operations, it often presents alternative opportunities for the companies to increment the overall process to convert the factory into a smart factory. The multiple business benefits of the smart factory range from a more efficient, agile, and transparent manufacturing process to a connected ecosystem that leads to greater bottom line efficiencies and a safer workplace.
Digitally enabled plants expedite a more informed decision-making process by facilitating less production downtime and enabling greater predictive capabilities that, in turn, allow organizations to adjust in order to grow quickly and easily.
Additionally, the smart manufacturing plants offer sustainability benefits that allow organizations to reduce their environmental footprint as compared to conventional manufacturing processes. New technology deployment such as robotics won’t come without its challenges. Among those issues are initial investment costs, additional power consumption, the need for increased cyber security, and more workforce training.
Safeguarding the smart plant
Smart plants are characterized by machine-to-machine communication, resulting in huge volumes of data that facilitate efficient manufacturing. However, these developments are accompanied by new challenges pertaining to data security and safety of the entire plant. It is essential to implement robust security measures to realize the benefits of digital engineering in plants without risking serious damage to factory operations, sensitive data, machines, or even the workforce. Therefore, data security must be a top management priority from the initial design of the smart plant.
The global cyber-threat intelligence market is expected to reach $12.6 billion by 2025 due to the rise in cyber-crime, threat breaches, and the number of sophisticated attacks. Manufacturing companies can tackle existing and potential security issues by adopting certain basic cyber security practices such as implementing efficient mechanisms for access control, data security, and intrusion prevention along with firewall and spam filters.
Companies also should educate their employees on elementary cyber security and risk management, keeping an asset inventory and off-site backups, as well as doing thorough check-ups of plug-and-play devices.
Besides cyber risks, it also is crucial to safeguard the smart plant ecosystem against power failures. This can be accomplished by facilitating continuous power back-up. Smart manufacturing plants deal with high-volume output and power failure induced downtime can have a disastrous consequence on the overall process affecting the bottom line. Therefore, companies should ensure that smart plants are fully secured to ensure optimum productivity.
Although the adoption of smart plant design has started gaining momentum, some organizations still abide by conventional engineering methodologies This is due largely to lower levels of maturity in digital preparedness in terms of infrastructure and operations. Organizations need to chart a long course for creating awareness and initiatives that can extrapolate the overall advantages of adopting the digital way of manufacturing and translate present possibilities into tangible opportunities of the future.