Think Again about digital networks: A redesigned automated industrial process with the goal of improving safety and efficiency saved $106,654 in hardware, design, and installation costs by using an industrial Ethernet protocol instead of hard wiring, not counting a two-thirds reduction in potential errors or other project benefits.
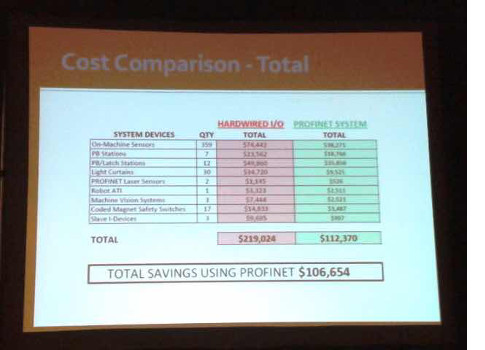
Using an industrial Ethernet protocol saved money for industrial system project design, installation, and hardware costs, according to Mike Prokop, CMSE, LSO (certified machinery safety expert via TUV NORD, laser safety officer) and chief electrical engineer at Taylor Winfield Technologies Inc. Among those Prokop worked with on the project was Nick Maillis, electrical engineer, programmer, and co-worker on an industrial process redesign that included 2,700 hazards to mitigate. Prokop described the effort and quantified benefits associated with the efforts as saving $106,654 in hardware, design, and installation costs by using an industrial Ethernet protocol compared to hardwiring. He explained in a presentation at the 2016 General Assembly Meeting for PI North America in September 2016. The savings quantified in the presentation doesn’t include the savings related to a two-thirds reduction in potential errors or other project benefits.
Automated system design
Taylor Winfield Technologies is an original equipment manufacturer (OEM) of large capital equipment including steel processing, automated assembly, induction heating, material handling, and resistance, laser, arc, and plasma welding systems. With about 100 employees, the company’s markets include agriculture, appliance, automotive, electronics, nuclear energy, hardware, lighting, mining, pharmaceutical, and steel processing industries. The plant also provides copper consumables, spare parts, field services, and laboratory services.
The project redesigned and automated a manual industrial process to automatically handle and store 5,000 lb rolls of plastic film that depended on paper-based processing and forklift handling for 720 rolls per day in a 20,600 ft2 area. Rolls are entered in the system, processed, and stored before being palletized and shipped. The rolls are pushed in on a conveyor rail, the barcode is read with wireless barcode scanners, and a vision system centers the crane to lift each roll for weighing and placement at the orbital wrapper. The roll is rejected if the weight is incorrect.
According to Maillis, a robot lifts end boards for the roll, inspects them using a vision system, applies glue, assembles, and places them for pickup by another robot.
At the banding station, the robot places the end boards onto a gantry for placement on the roll. The center of the rolls and the end boards, which are made of particle board, are located using another vision system. They assembly is then banded using pressure and heat to bind the binds. The system stores about 400 rolls. Storage and retrieval cranes work on the same rail. Once stored, the rolls are removed and packaged on demand using recipe driven configurations. The rolls are stacked onto a pallet using two additional machine vision systems and banded together after the bands are robotically threaded through the core of the rolls.
Orbital wrapping is applied with labeling. Along the way, 87 configurations and nominal measurements are possible with five conveyors and 10 doors.
Automated system components
The system uses a failsafe PLC, six enclosures, input/output (I/O) modules, light curtains, non-contact coded magnet safety switches, and safety input modules for zone isolation.
Twenty pushbutton stations have guardlocking; E-stops and interlocks are used with an industrial safety Ethernet network. Three human-machine interface panels are connected via industrial Ethernet; another connects via a related industrial network as a smart client-server, server which connects to a mobile device providing status of consumables, order processing, and alarms.
Thirty variable frequency drives (VFDs) are used, providing standard control over industrial Ethernet. Two industrial Ethernet-enabled laser distance sensors replace encoders on the rail.
Seven robots are controlled via industrial Ethernet for job calls, enabled signals, tooling signals and control, "Removing the need for I/O in a robot controller, which would have been a nightmare," Prokop said.
Safety communication devices communicate from the primary failsafe PLC to two failsafe PLCs and with 5 slave machine PLCs over industrial Ethernet.
Detailed savings analysis and tables were produced comparing hard-wired costs to use of industrial Ethernet, looking at wiring, safety relays, I/O connections, hardware, and labor, producing more than $106,000 in savings, not counting the cost of potential errors avoided with 1,146 connections with a digital network versus 3,795 with hardwiring, eliminating the need to look for broken wires. A screen on the human-machine interface (HMI) shows the state of the network.
After arrival of the system in 13 semi-trailers, installation took the anticipated three weeks. Where installed, 28 people were trained for other, less risky functions, increasing efficiency.
Project details: Automated roll handling
Taylor Winfield Technologies redesigned an industrial process to automatically handle and store 5,000 lb rolls of plastic film that depended on paper-based processing and forklift handling for 720 rolls per day in a 20,600 sq ft area. Details about project components follow.
At the banding station, a Cognex vision system helps the robot place end boards onto a gantry for placement on the roll by finding the center of the rolls and the end boards, which are made of particle board.
The system uses a Siemens S71518F Failsafe PLC, 6 enclosures, Siemens ET200M I/O modules, light curtains, non-contact coded magnet safety switches, and safety input modules for zone isolation.
Twenty pushbutton stations have guardlocking; E-stops and interlocks are used with ProfiSafe over Profinet. Three Siemens TP2200 Comfort HMI Panels are connected via Profinet; one TP400 Comfort HMI Panel connects via Profibus as a SmartClient server.
Thirty variable frequency drives (VFDs) are used, providing standard control over Profinet. Laser distance sensors, and two Sick Profinet-enabled laser distance sensors replace encoders on the rail.
Seven Yaskawa Motoman Robots are controlled via Profinet for job calls, enabled signals, tooling signals and control, "removing the need for I/O in a robot controller, which would have been a nightmare," Prokop said. Siemens Safety I-Devices provide communications with two failsafe PLCs and with five slave machine PLCs via I-Device over Profinet.
Taylor-Winfield is based in Youngstown, Ohio.
Mark T. Hoske is content manager, Control Engineering, CFE Media, [email protected].
ONLINE extra
www.taylor-winfield.com showed its capabilities at Automate 2017, Chicago, April 3-6, booth 1214.