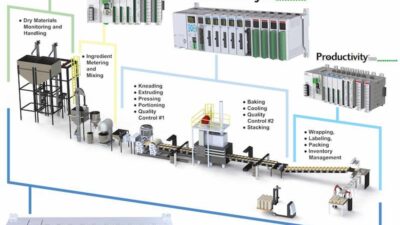
A decentralized control network at a General Motors' powertrain plant supports overall workflow with extremely flexible assembly line configuration options. PLCs, CNCs, HMIs, RFID system and high-level Ethernet protocol are running on the GM network, part of a $872 million investment.
The GF6 six-speed, front-wheel-drive transmission line at General Motors Powertrain in Toledo, Ohio, is ramping up to deliver its initial goal of 2,200 automobile transmissions per day for the Chevy Malibu and new Chevy Cruze. GM Toledo has invested $872 million in transmission production at this 2 million sq. ft facility, and the investment is paying off.
What’s really new are the methods used to program the line, implement changeovers, stage the workpiece flow, perform all machining and secondary operations, and assemble the finished transmissions. With these new methods in place, GM is realizing a weeks-to-hours reduction in time needed for manufacturing line changes, and other benefits.
When GM engineers were developing this line several years ago, they were seeking speedier manufacturing line changeovers and a more flexible yet highly automated system for building transmissions. What they used to help them get there were the skills of engineers from Siemens Industry Inc., their automation supplier, and Elite Engineering, an assembly line configuration software vendor from Rochester Hills, MI.
Through the Siemens Automotive Center of Competence in Troy, MI, GM integrated the PLCs, CNCs, HMIs, RFID system (see related article) along with the high-level Ethernet protocol, Profinet, over the GM communication network. Overlaying this hardware and communications topology, Elite Engineering delivered its Flexible Assembly Configuration System (FACS). Reinhold Niesing, an engineer with the Siemens Automotive Center of Competence, explained: “[Elite] provided the configuration and monitoring system, while we (Siemens) provided the automation run-time system. Both systems needed to run in sync to provide GM with configurable options, when changes in production or manufacturing enhancements were needed.”
George Jewell, the GM engineer responsible for the implementation of FACS at the Toledo plant, said that rather than “textbook” product life cycle management, FACS is more of a production line life cycle management tool. Its inherent adaptability means common hardware can be made to do diverse tasks, at varying rates, with on-the-fly changeover, in far less time than previously possible. Currently, GM uses FACS at various plants in Mexico, China, India, Thailand, Korea, and the U.S. — and soon in Canada and Eastern Europe.
Development strategy
The overall thrust of the line development, according to Jewell, was to have consistent, even identical logic blocks at every station. This would allow, as is seminal to the FACS architecture, immediate successive modifications to be made in the machine or assembly operations, throughout all stages of the line.
Bob Raven, GM controls manager, said, “This value added functionality geared toward flexibility within our manufacturing principles has substantially supported GM Powertrain’s efforts to standardize processes and controls, and continuously improve.”
By standardizing the hardware, software and communication protocols used, engineering costs could be contained and maintenance could be made much more efficient. Jewell said that Siemens responded to the challenges “With a plug-and-play technology approach, coupled with an understanding of the processes we utilize.” He also noted that the run-time component in the system would function without the full configuration system being online, further complementing a decentralized architecture.
Control hardware
By creating a decentralized control network that was nonetheless in complete harmony with the overall workflow of the plant, GM and Siemens devised an optimally modular yet flexible architecture for the entire system. This totally integrated automation approach not only addresses the multiple families of hardware involved, it also coordinates all code development, safety and communications functions into an interdependent yet highly flexible and adaptive control scheme.
This integration is most visible in the modular and open controller and I/O rack assemblies located throughout the facility. A Siemens Simatic S7 CPU, the Siemens Safety Integrated drives platform and all I/O, including radio-frequency (RF) antennas for RFID tag reading are configured and reside in these assemblies.
With a decentralized and cabinet-less design, GM combines highly integrated RFID control with easy access. Profinet provides a high-performance, reliable network with minimum bandwidth impact or additional network load added at this plant. Profinet required no special hardware, which saves costs. Jeremy Bryant said “Only a few components talk on the Profibus system. All other I/O and automation components communicate over Profinet.”
All operational, visualization and diagnostic functions are streamlined in a consistent control scheme called the Transline HMI Lite CE package. This package provides uniform user interfaces for operational and diagnostic functions on the majority of machine tools, transfer lines, robotics, assembly machines, sensing devices and vision systems throughout the facility. It also can be customized to meet specific user needs and preferences. Transline HMI Lite CE provides useful information to the SIFACS system.
Information hub
Working with GM process specialists and Elite Engineering, Siemens personnel created SIFACS, a solution that integrates GM’s host IT system with all control hardware and software for every assembly operation and test station. SIFACS largely focuses on integrating the core PLC software blocks and stations functionalities with the RFID tags on each of the workpiece pallets. It is the hub of the information management system for the line, as it coordinates all demand input from the GM server and FACS configuration stations, then transmits it via Profinet.
SIFACS links the product line lifecycle management functions of FACS to all PLCs, HMIs, motor starters, frequency converters, safety-integrated drives and other controls at machine tool, assembly and test stations. Likewise, the feedback data from all RFID tags, smart sensors, RS-232 interfaces, hand scanners and other I/O devices are tracked and captured by SIFACS for detailed analysis by production management.
In this way, the system’s production output closely controlled and the line stations can be reconfigured, using a micro memory card that allows component replacement, without a laptop. PLC logic, hardware configuration, and process data are embedded on the card, which is interfaced to one Profibus port and three Ethernet ports for instant communications.
All the smart devices on the line are also interfaced to the SIFACS solution, including fastening, leak test and pressing systems, plus barcode readers, barcode printers, robotic articulation and handling devices, vision systems and protocol gateways. On the most practical of levels, even the data structures feed to the Andon boards for in-plant display is integrated through the resident IT system via SIFACS.
The new system is integrated with Elite Engineering’s eFACS functionality, which establishes and monitors connections, and handles configuration, process and status data exchanges, as well as model configuration data management. Further advancements in FACS and SIFACS are being introduced at other GM facilities worldwide, according to Jewell.
The automation and information integration creates sustainable, highly flexible production scenarios. Controls and station hardware need not be re-invented for each new model. The line can be constantly tuned without interruption. Employees can understand the current line performance in real time and make suggestions for improvements that can be implemented almost immediately.
The production line for the fuel-efficient rear-wheel drive Hydra-matic 6L80 transmission shares the space with the GF6 transmissions being produced on the newer line with the new controls. When rebalancing is needed, when an upturn or downturn in production is required or when an entirely new model comes onto the line, the changeover can happen quickly.
Said Jewell, “From our first installation in Ramos Arizpe (Mexico) to this Toledo plant, we’ve seen great results. Activities that took months [have been] reduced to weeks, and what took weeks [is] reduced to hours. There’s less ramp-up time, plus the changeover and line balancing upsides are already proving this was a beneficial investment.”
Jim Remski is Industry Manager, Automotive Powertrain, for Siemens Industry Inc., Siemens Industrial Automation.
www.sea.siemens.com
www.eliteengineering.com
This article appears in February monthly edition of Control Engineering.
ONLINE EXTRA
Read about integrated diagnostics, RFID systems, safety systems and CNC control solutions being implemented on the transmission line at General Motors Powertrain in Toledo, Ohio.