Multivariable controllers can balance competing objectives. Process controllers that can juggle multiple process variables simultaneously are becoming more common and more powerful, but they can still be difficult to design and implement.
Competing process control objectives can be met carefully by using multivariable controllers. Single-variable controllers such as proportional-integral-derivative (PID) loops are by far the most popular controllers for industrial applications. A single-variable controller measures the one-and-only process variable, decides if its value is acceptable, applies a corrective effort if necessary, then repeats. This routine works well for process control problems with just one variable or with several variables that can be manipulated independently.
As suggested, the problem gets more tricky when the control system is required to achieve multiple objectives using multiple actuators that each affect all the process variables simultaneously. A situation like this requires multivariable controllers that can balance the actions of all the actuators at once.
Consider, for example, regulating the temperature and humidity in a commercial office. Lowering the temperature with a chiller also lowers the relative humidity. Raising the humidity with steam also raises the temperature. The required balance of cooling and steam injection can be difficult to determine.
Multivariable control gets trickier still if it is possible to meet all the desired objectives with several different combinations of control efforts. The most efficient multivariable controllers can select the combination that is cheapest to implement. Some also can take into account the potential cost of not applying the correct control effort. Costs can include not only financial considerations, such as energy spent versus energy saved, but safety and health factors as well.
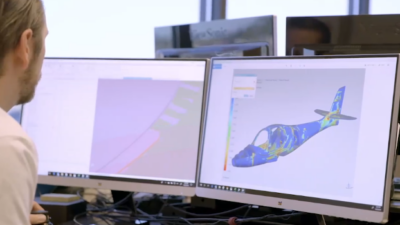
Multivariable controllers are most common in the petrochemical, aeronautical, and energy industries. In a distillation column, for example, there can be hundreds of temperatures, pressures, and flow rates that all must be coordinated to maximize the quality of the distilled product. A jet aircraft control system must coordinate the plane’s engines and flight control surfaces to keep it flying.
Multivariable control techniques
So how does a multivariable controller do all this? There are just a few basic multivariable control techniques, but oddly enough, the ubiquitous PID algorithm isn’t one of them. Neither PID nor any single-variable control technique can account for the effects that one controller has on the others without the help from more complex algorithms.
Most single-variable controllers also ignore the cost of applying a control effort. Their only objective is to reduce the error between the setpoint and the process variable, regardless of how much energy is expended along the way. PID alone is not the answer.
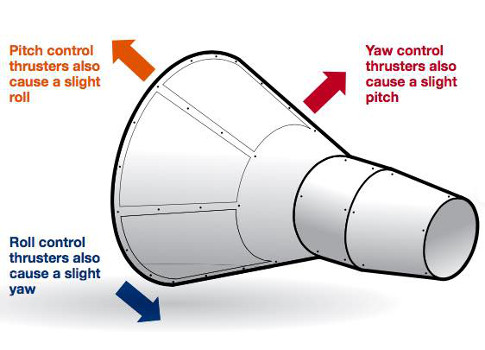
On the other hand, if control costs are in fact negligible and if the interactions between process variables are all relatively weak, then multiple single-variable controllers can be combined to regulate multivariable processes. NASA tried this approach with some of its early spacecrafts as shown in Figure 1. NASA used three independent controllers to regulate the pitch, yaw, and roll of a Gemini capsule. Each controller reacted to the effects of the other two as if it were handling an external disturbance. This scheme worked well enough, but the controllers tended to work against each other and ended up burning considerably more fuel than necessary.
Decoupling and process variables
Single-variable controllers also can be used for multivariable applications if the process variables can be decoupled mathematically. Figure 2 shows how a simple process with two controllers and two process variables can be decoupled so that each controller ends up affecting only one process variable. The decouplers (C21 and C12) are designed to cancel the crossover effects that each controller has on the other process variable (P21 and P12). The decouplers allow both controllers to operate as if each were in control of its own independent process.
The simplest approach to decoupling addresses just the steady-state effects of crossover. A series of open-loop step tests will show the long-term effect that each controller has on each process variable. If, for example, a unit step from controller 1 increases process variable 1 by X% (via P11) and a unit step from the controller 2 increases the same process variable by another Y% (via P12), then the decoupler C12 can be set to a gain of -Y/X. That will give the second controller a zero net effect on the first process variable.Although a steady-state decoupler is relatively simple to design and implement, its use is limited to applications where only the long-term values of the process variables are important. If the process variables’ near-term fluctuations also must be controlled, more elaborate decouplers are required to account for the dynamic behavior of the process.
Furthermore, even decouplers that are designed to accommodate both the dynamic and steady state effects of crossover will work only if the crossover behavior is either very weak or very well understood. Otherwise, the decouplers will not be able to negate the crossover effects completely. Decoupling also can fail if the behavior of the process changes even slightly after the decouplers have been implemented.
Minimum-variance control
A minimum-variance control algorithm is generally much more effective for controlling multiple process variables simultaneously. Variance is a measure of how badly a process variable recently has fluctuated around its setpoint. It is computed by periodically squaring the measured error between the process variable and the setpoint, and adding the results into a running total. For a multivariable process, the overall variance is a weighted sum of the variances computed for each individual process variable.
A minimum-variance controller coordinates all of its control efforts to minimize the overall variance. It also can minimize the cost of control by treating each actuator as if it were another process variable with a setpoint of zero. The weighting factors used for the overall variance calculation can be chosen to dictate how much emphasis the controller places on eliminating errors versus minimizing control efforts. In the HVAC example, the controller can be designed to be more or less aggressive depending on the relative benefits of reducing energy expenditures versus keeping the room’s occupants comfortable.
Minimum-variance controllers incorporate mathematical models of the process in order to predict the future effects of current control efforts. This advanced warning allows the controller to choose its next set of control efforts to minimize future variances between the process variables and their respective setpoints.
Constraints for controllers
The process model also allows the controller to impose limits or constraints on its control efforts and the process variables. If the model is accurate, the controller can look ahead to see where its control efforts and the process variables are headed, then change course to avoid violating constraints in the future. However, if the model does not reflect the behavior of the process with sufficient accuracy, the constraints may be violated anyway.
Constraints often represent the physical limitations of the process; for example, valves cannot be opened more than 100%, and mechanical actuators cannot be moved dangerously fast. Some process variables also must be constrained to remain close to their setpoints, no matter what the cost. Overshooting the setpoint may be the fastest way to achieve the desired temperature in an oven, but it also may incinerate the product inside.
Satisfying such constraints is one of the principal motivations for using minimum-variance control for multivariable applications. Figure 3 shows how variance impacts the choice of a process variable’s setpoint. If the controller can successfully minimize each process variable’s variance, the associated setpoint can be moved much closer to the nearest constraint. This allows the process to operate at the very edge of its physical limits where productivity generally is highest.
Unfortunately, the benefits of minimum-variance and most other forms of multivariable control come at a price. The mathematical formulation of these algorithms is tedious and more complex than traditional PID.
Vance J. VanDoren, PhD, PE; edited by Emily Guenther, associate content manager, Control Engineering, CFE Media, [email protected].
MORE ADVICE
Key Concepts
- Controlling multiple process variables
- Understanding other forms of multivariable control
- The basics of minimum-variance control.
Consider this
What processes now using single-loop control could benefit from multivariable control?