Strong and reliable industrial Ethernet cables help manufacturing plants simplify network architecture, improve cybersecurity and prevent unplanned downtime.

Learning Objectives
- Following standards-based best practices and performing certification testing can go a long way to ensuring an industrial Ethernet cable plant is up to snuff.
- Key parameters during testing include crosstalk, shield integrity and wire map.
- MICE tables can be used to guide product selection and ensure performance.
Over the past 20 years, Ethernet has become the primary means of communications on the factory floor at the routing and supervisory levels of the industrial network with applications like Modbus TCP/IP, EtherCat, EtherNet/IP and Profinet.
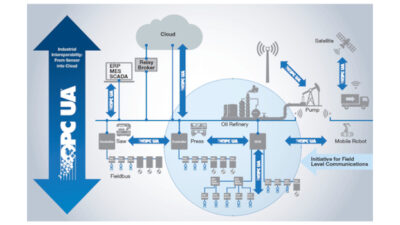
With the emergence of the Industrial Internet of Things (IIoT) and Industry 4.0, and the development of imminent advanced physical layer (APL) single-pair Ethernet (SPE) applications, Ethernet continues making its way down the automation pyramid to the field/IO level. According to recent reports by Market Research Future, the industrial Ethernet market is expected to grow at a 23.1% compound annual growth rate, reaching an estimated $70.9 billion by 2025.
As field-level Ethernet becomes a reality, devices at the edge of the industrial network that have long relied on fieldbus communications will rapidly shift to interoperable digital devices with enhanced features and functions. These devices will easily integrate into existing Ethernet networks to enable seamless transmission of data from the field to the cloud, ultimately simplifying network architecture, driving operational technology/information technology (OT/IT) convergence, improving cybersecurity and using data analytics to optimize industrial operations, productivity and efficiency.
As automation engineers strive to implement end-to-end Industrial Ethernet networks, they need to understand the performance of the network is not just subject to the active devices and switches. More than half of industrial Ethernet problems can actually be traced to issues with the cable plant due to a combination of poor installation practices and the impact of environmental factors like extreme temperature, humidity, corrosive chemicals, vibration, flexing and interference – all of which become a greater concern as Industrial Ethernet makes its way to the field level. Following standards-based best practices and performing certification testing can go a long way to ensuring an industrial Ethernet cable plant is up to snuff.
Follow industrial cabling standards
When designing and deploying an industrial Ethernet cable plant, it’s imperative to follow industry cabling standards. While specific industry standards may need to be followed (e.g., transit, nuclear, etc.), primary cabling standards like ANSI/TIA-1005 Telecommunications infrastructure standard for industrial premises and ISO/IEC 11801 Information technology — Generic cabling for customer premises are critical to ensuring proper planning and installation of the cable plant. In addition to specifying recognized cables and connectivity, cabling distances and configurations, these standards incorporate MICE specifications to define potential environmental conditions that apply to cabling.
MICE describes the characteristics of mechanical, ingress, climatic/chemical and electromagnetic for three degrees of harshness – level 1 for everyday commercial office environments, level 2 for light industrial environments and level 3 for industrial environments. MICE tables included in the standards provide specific parameters for each characteristic, such as vibration (mechanical), immersion (ingress), temperature (climatic), and electrostatic discharge (electromagnetic). It’s important to note the harshness level can vary for each characteristic. In theory, a user could have an environment that is a Level 3 for Mechanical, a Level 2 for Ingress, and a Level 1 for climatic and electromagnetic (i.e., M3I2C1E1).
When it comes to the components that comprise the cable plant, MICE tables can be used to guide product selection and ensure performance. For example, cables may need to be shielded to prevent electromagnetic interference (EMI) or require jacket materials that can withstand extreme temperatures. Connectors get special scrutiny as they can be a point of ingress and may need be sealed for protection. They also may or able to hold up to constant vibration. For example, M series locking connectors (e.g., M12) are commonly used for Industrial Ethernet because they feature a locking screw-type connection that will not loosen due to vibration.
Perform certification testing
Certification testing after installation is imperative to ensuring the cable plant complies with industry standards and meets all required specifications. It’s really the only way to ensure the network will function properly. It also can help identify faulty components and is typically required for vendor warranty on the cabling system.
Any cabling contractor hired to install cabling plant should be required to perform compliance testing and provide documented results for every cable link. Ideally, anyone performing certification testing should ensure the tester can test to specific cabling standards like TIA-1005 and provide support for industrial connectivity (that is, M series and future SPE connectors). Some of the key performance parameters measured during compliance testing include:
- Wire map – The most basic requirement for cabling is the pins on one end are connected to the correct pins on the other end to ensure continuity. This is verified during wire map testing that tests for opens, shorts, reversed pairs, crossed pairs and split pairs.
- Length – Industrial Ethernet applications are limited to a specific length. Cables that are too long can cause the signal to be too weak to properly reach the far end. Ethernet also is designed to expect responses within a certain timeframe and delay caused by exceeding length can interfere with this timing, which is especially a consideration for time-sensitive industrial applications.
- Crosstalk – This is a measurement of the electromagnetic interference between pairs within a cable – signals transmitted on one pair can interfere with signals on another and cause failures.
- Shield integrity – Many industrial Ethernet cables incorporate a shield to reduce EMI, but for the shield to work effectively, the cable must be shielded along its entire path. This is verified via shield integrity testing.
- Transverse conversion loss (TCL) – This is a measure of the ability of a cable to transmit equal (balanced) signals on both wires of a pair. If signals are unequal, external noise can cause interference and distort the signal. TCL can help determine if a cable is susceptible to EMI, which is why TIA and ISO include TCL parameters for the “E” in MICE for each level (E1, E2, E3).
Certification testing also is the best way to prevent downtime and quickly solve problems when troubleshooting. If you used a cabling contractor to initially deploy and test the industrial Ethernet cable plant, it may not seem worthwhile to invest in a certification tester for post-installation troubleshooting. However, the cost can be easily recovered in uptime and not having to hire back a cabling contractor to do the troubleshooting. Rather than spending hours replacing a suspect cable, a few seconds of testing can verify if it’s okay. And if a cable is bad, diagnostics in the tester can help pinpoint the problem.
Mark Mullins is product manager at Fluke Networks. Edited by Chris Vavra, web content manager, Control Engineering, CFE Media and Technology, [email protected].
MORE INSIGHTS
Keywords: Industrial Ethernet, Ethernet security
CONSIDER THIS
How much are Ethernet cables being used in your plant and how has that affected performance?