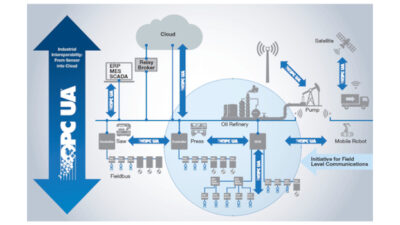
Today’s plant-level networking systems need to interact with central process control and manufacturing execution systems. With the proliferation of Ethernet connectivity, the Internet Protocol (IP) is becoming the standard method for transport of data between these two domains. For the electrical and electronics industries in the 1980s, the Electrical Industry Alliance (EIA) was the prima...
| MICE tables were created to better understand the automation island designations, cabling designs, and performance requirements of factory floor network systems. Source: ANSI/TIA-SP-3-4822-H |
Today’s plant-level networking systems need to interact with central process control and manufacturing execution systems. With the proliferation of Ethernet connectivity, the Internet Protocol (IP) is becoming the standard method for transport of data between these two domains.
For the electrical and electronics industries in the 1980s, the Electrical Industry Alliance (EIA) was the primary source for interconnection standards, spawning RS-232, RS-422/423 and RS-485. With the signing of the ANSI/TIA/EIA-568-B Commercial Building Communications Standard in 1989, the EIA (then part of the Telecommunications Industry Association, or TIA) helped to create an interoperable infrastructure for voice and data communications cabling. Now, a new draft standard proposal is expected for final review in 2008, with a possible release in 2009, and it promises to further the use of Ethernet in manufacturing environments.
The TIA created TIA-1005 to address new structured cabling concepts for industrial installations. As of August 2008, it is known as Standards Proposal 3-4822-H, the Telecommunications Infrastructure Standard for Industrial Premises. This is a ballot proposal from the TIA-TR-42.9 working group that is based on the following existing standards:
-
ANSI/TIA/EIA 568-B and -606-A;
-
TIA-569-B;
-
ANSI-J-STD-607-A; and
-
ISO/IEC 11801; and 24702.
Environmental references include IEC60721-x and IEC60654-x.
The purpose of the new standard is to enable the planning and installation of telecommunications cabling infrastructure within and between industrial buildings. It’s also designed to address the potential exposure of cable to hostile environments, and to specify special cabling system requirements.
| The M12-4 D-coding connector is for connecting the machine on the automationisland to the telecommunications outlet. |
The biggest change from TIA-568-B is the incorporation of a 2-pair cable for installation into the automation island, which limits Ethernet capability to 10 or 100 Mbps. New structured cabling concepts covered by the proposed standard (and deviating from TIA-568B) also include those for: automation islands; automation outlets and cables; Category 6 or better cabling used on the automation islands; definitions of environmental concerns; and MICE tables.
MICE tables, as shown in the model, were created to better understand the automation island designations, cabling designs, and performance requirements. “MICE” refers to four environmental areas to which cabling is subjected: Mechanical issues (vibration/shock/crush); Ingress ratings (similar to IP or NEMA requirements); Climatic and Chemical issues; and Electromagnetic issues. Three basic industrial areas with mixed environments are given classifications (subscripts 1, 2 and 3) based on the MICE limits:
-
Factory floor is MICE 1 or 2
-
Work area is MICE 2 or 3
-
Automation island is MICE 3.
As the cabling approaches the actual machine location or work center, two different areas need to be defined. First is the work area, where the HMI and control-level hardware usually reside. Second is the automation island, where the actual machines exist. The latter has the harshest environment, and experiences the biggest deviations from the TIA-568 standard.
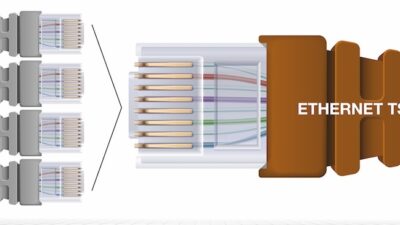
The harsh environment of automation requires particularly rugged outlets and cable connectors. (Rugged connectors also may be required elsewhere.) Connectors here serve as the interface between generic cabling and the automation island. They are eight-position modular meeting 100-ohm balanced twisted pair cable meeting ANSI/TIA/EIA-568-B.2 standards for Category 6 or better.
Connectors come in two versions. For non-sealed versions, each 100-ohm, 4-pair cable shall terminate on an 8-position connector. For sealed versions, each 100-ohm, 4-pair cable shall use connector encapsulation variant 1 from IEC 61076-3-106. Similar “LC” fiber optic connectors are also available. Where the requirement is 100BASE-T Ethernet, the M12-4 D-coding connector as defined in IEC 61076-2-100 may be used.
The cable should be a minimum of Category 5e for four connections and Category 6 for more than four connections. This 2-pair connector and 2-pair cable was intended for sealed interfaces, and for connecting the machine on the automation island to the telecomm outlet.
In summary, these are the key elements that make TIA-1005 truly a design for the factory environment, where TIA-568-B is not:
-
Allows for 2-pair cabling systems;
-
Defines an automation island;
-
Defines automation outlets, cables;
-
States that Category 6 or better cabling be used for the automation islands;
-
Defines environmental concerns in concrete terms with MICE tables (referenced in TIA-568-C); and
The draft standards proposal ballot recently passed final review and will be released in 2009, which means plant engineers, automation professionals and electricians can expect a new tool for creating an interoperable infrastructure for voice and data communications cabling in manufacturing environments.
| Author Information |
| Pete Lockhart is vice president of emerging technology for Anixter, a global supplier of supply chain services and products used to connect voice, video, data and security systems. For more information, call 1-800-ANIXTER. |