Upper-level system applications rely on movement detection circuits to produce dependable triggers when objects enter, stop in position, and exit process stations. This is part 3 in a series on standardizing development of programmable logic controller (PLC) programming for controlling discrete manufacturing processes. See 5 ways to arm a sensing trigger. Link to part 1 and 2, below.
Manufacturers cannot expect to be competitive and force control and information system designers to develop applications around the inferior mechanics of machines. Strategists must recognize that mechanical actuator and sensor placements can have a negative effect on all applications. Control system designers must recognize inferior mechanics and work to improve machine designs.
Over time, mechanical designers become aware of the sensor actuation needs of control system applications. Since most companies produce common machines, machine designers routinely place sensors in needed locations. Similarly, some control system designers habitually develop control circuits that use these sensors, whereas others simply cut and paste circuits from the last application to make the next. In most cases, control system designers thoroughly understand the sensor needs of their circuits, but they are unaware of the global impact these sensors have on controller-based trigger circuits and system applications.
Movement detection is merely a label assigned to the electromechanical triggering characteristics of all automated process machines. It is also the hidden fundamental behind reliable and robust trigger circuit designs. Upper-level system applications rely on movement detection circuits to produce dependable triggers when objects enter, stop in position, and exit process stations. Most control applications always produce two of the three possible station triggers.
For state-based control systems, mechanical machine designers place sensors in positions needed to verify the physical positions of mechanisms. To detect objects moving from position to position, designers strategically place sensors to enable them to detect objects entering, stopping in position, and exiting machine stations. It will become evident that most control applications detect objects in only two of these three common positions.
Movement detection triggers
Most control applications include circuits that produce two movement detection triggers. Each trigger activation relies on two mutually exclusive object positional events. Most of these events come directly from sensor inputs, or from circuits that combine multiple sensor inputs into a unique programmed event. Either way, the two mutually exclusive events identify moving objects at two positions. Mechanical movements guarantee sensor inputs sequentially activate and deactivate for each object passing through a station. This sequential two-event detection characteristic is fundamental to the activation of all movement detection triggers.
Early relay controlled machines had control system design traits that emulated the two-step movement detection characteristic. These machines needed an operator to load parts before they initiated an automatic cycle. After each cycle, these machines needed the operator to remove parts and manually transport them to the next machine.
Control system designers quickly realized how these two critical events needed to activate sequentially to guarantee the continuous operation of these machines. Designers developed a special circuit that focused on the activation and deactivation of the cycle start pushbutton and part in-position sensor(s). The developed circuit improved reliability, and it prevented the operator from using rope or tape to tie down and permanently press a cycle start button. This circuit feature guaranteed the first step of the two-step input activation and deactivation sequence.
To make sure machines did not repeat or double cycle on the same part, designers created a similar circuit that guaranteed the operator removed the finished part before allowing the next automated cycle to start. This circuit also made sure the operator did not physically tie down the arm of a part in-position limit switch. This anti-tie-down feature guaranteed the second step in the two-step activation and deactivation sequence. Although designers did not call the sensor and button toggling process movement detection, this inherent sequential dual-step characteristic was present.
Movement detection triggers can directly activate system applications, or be the basis for arming an unlimited number of ancillary triggers. It will become clear that these triggers are critical to reliably triggering both control and upper-level system applications. However, as designers can effectively influence mechanical characteristics of trigger designs, they must understand how control system applications produce movement detection triggers. This means understanding the effects of sensor placements, actuator lengths, and circuit programming methods.
The physical placement of sensors decides how control system circuits arm and fire movement detection triggers. Arming is the logical act of having a circuit change the state of a signal and keeping it in that state until a triggering event occurs to cause the circuit to change the signal’s state. It is analogous to pulling back the hammer on a gun and then keeping it retracted until someone pulls the gun’s trigger. Both events are mutually exclusive and they occur sequentially. Simply stated, arming and firing is a two-step circuit characteristic that generates movement detection triggers at each step.
Most control applications are rigid in their ability to prevent automated machines from repeat cycling on parts. This built-in rigidity prevents machines from cycling multiple times to change the part. To most machine processes, this can be disastrous. To ensure this does not happen, control applications only allow repeat cycles to occur through deliberate manual initiation. To guarantee a machine does not automatically repeat a cycle, control system designers use movement detection circuits to sense station objects and generate triggers at two unique station positions. "Unique" refers to an object’s sensed position that occurs only once when a part enters, stops, or exits a station.
Therefore, the only way a repeat cycle can occur automatically is through the rare and unlikely chance someone forces an object to move forward or backward to another position, and then back to the original position. As a result, sensing objects entering, stopping, or exiting a station is critical to arming and firing movement detection triggers.
The following names are applicable to each sensed trigger position.
Entering trigger: A signal that activates when one or more sensors detect an object approaching a process station.
In-position trigger: A signal that activates when one or more sensors detect an object arriving at, or stopping in position, at a process station.
Exiting trigger: A signal that activates when one or more sensors detect an object leaving a process station.
All movement detection circuits are capable of producing two triggers. Typically, one occurs when a circuit sets an arm signal on, whereas the other occurs when the circuit resets the arm signal off. For explanation purposes, an arm signal goes on when a trigger fires and then goes off after another trigger fires. This allows applications to use an enabled arm signal to identify objects between trigger positions.
Arming a sensing trigger 5 ways
Movement detection circuits are able to arm a trigger in one of the following five ways:
1. Arm when entering — A trigger circuit design that uses a momentary entering event signal to arm an in-position or next-to-exit trigger.
2. Arm when in position — A trigger circuit design that uses a momentary in-position event signal to arm a next-to-enter or a next-to-exit trigger.
3. Arm when exiting — A trigger circuit design that uses a momentary exiting event signal to arm the next-to-enter or next in-position trigger.
4. Arm post-exiting — A trigger circuit design that uses a momentary downstream event signal to arm a station’s next-to-exit trigger.
5. Arm when firing — A secondary trigger circuit designs that uses the firing of a primary trigger to arm another ancillary trigger.
Some control system designs do not adhere to the generic movement detection arming methods described above. Instead, they use hybrid trigger designs. These special solutions sometimes use multiple sensors for each station position, while others use a common set of sensors for object transfer mechanisms that move parts for many stations.
Hybrid solutions often use sequencing pointer applications, while others use encoders to generate changing values that represent movement. Excluding cost savings, the trigger circuit design that a control application uses depends mostly on the functional and failure characteristics of a machine. Rarely do designers consider the negative effects failed triggers have on upper-level system applications. This is why designers must understand and recognize the various forms of control system triggers.
Trigger root forms defined
The following definitions provide a basis for understanding several root forms of triggers:
Simple two-step trigger: A two-trigger circuit design that relies on the physical placement of two sensors and short mechanical actuators.
Synchronous transfer trigger: A multi-trigger circuit design that supports a multi-station synchronous transfer machine.
Release-based trigger: A two-trigger circuit design that combines an in-position sensor off transition with release command output.
Gap dependent trigger: A two-trigger circuit design that needs a control application to hold back and gap objects to overcome the effects of using sensors at two unique stations.
Conveyor-timed trigger: A two-trigger circuit design that uses at least one object-actuated sensor and the timed movement of a conveyor to indicate an object moved to another position.
Robot-interlocked trigger: A two-trigger circuit design that uses at least one object-actuated sensor and one or more robot-activated interlocks to indicate the robot has picked up, dropped off, or transferred an object.
Read-event trigger: A two-trigger circuit design that uses one object-actuated sensor and a reader that is capable of reliably reporting good reads and no-read faults.
Encoder-based trigger: A multi-trigger circuit design that uses a sensor array, position processor, and object-attached encoder-based actuators.
The conveyor-timed trigger design is the most unreliable form of movement detection. Manufacturers accept these designs for production processes that can tolerate object collisions. These designs make the assumption that the object is moving if a conveyor’s drive motor is running and a sensor’s input signal changes state.
A typical design has a circuit that counts the number of seconds an object is supposed to be moving after it activates or deactivates the sensor. The change in state of the input signal enables the first of two triggers. A typical design also examines a controller’s output signal that enables the conveyor’s drive motor to run, or an input signal that indicates the motor is running. The assumed distance an object travels depends on the speed of the conveyor and the number of seconds counted while the motor is running. When the counter reaches a preset value, the circuit enables the second of two triggers before the next object repeats the cycle.
Robot-interlocked trigger
The robot-interlocked trigger design is one of the most reliable forms of movement detection. This method is prevalent in process areas where robots control the movement of parts. This method ensures that expensive robots do not collide, and associated controller applications accurately track the movement of parts. A machine controller is usually part of the design for connecting sensors, interlocking robotic processes, and tracking parts by type or by their specific identifiers. In most cases, a robot drops off a part at a hold table and another robot picks it up. To detect movement, hold tables and robot part-grasping tools are equipped with part sensors wired to the machine controller. When the robot drops off a part, the machine controller detects the absence of the part in the robot’s grasping tool and the newly sensed part on the table. Robust designs use interlock signals that signify the robot has just released the part. The machine controller responds by activating an acknowledge interlock signal to indicate the part and associated data has successfully moved.
Most experienced designers rarely use the read-event trigger method because such designs force processes to rely on a specific type of reader device that identifies object-attached labels or tags. From a control perspective, the identifying labels or tags act as sophisticated actuators that have unique, device-compatible, data-encoded identifiers.
These designs tie the control system’s ability to reliably sense the movements of objects to a device’s ability to consistently detect the presence of labels or tags. In other words, each read-device acts like a momentary sensor after it detects and reports all data-encoded actuators passing through a station. Read-devices do not necessarily have to identify all actuators; they just have to reliably report all no-read and good read events. A reported read-event becomes one of two triggers, while designs incorporate a sensor or some other design scheme to generate the second trigger. These designs make it difficult for a manufacturer to declare this approach a standard, unless designers are willing to deploy a reader at all stations or release control points.
Encoder-based trigger
The encoder-based trigger method is an extremely reliable and precise form of movement detection. These designs rely on a sensor array that detects an encoder actuator attached to an object. The sensors feed discrete signal information to a special position processor. The processor decodes the discrete signals and provides a machine controller with the object’s position information as it moves into or out of a station. The information can be numeric or designers can discretely interlock position processors with the machine controller. The machine controller’s control application uses the position information to self-generate application trigger signals.
Many processors are integrated with drive controllers that directly control the movement and speed of objects. These drive-integrated designs can smoothly accelerate or decelerate an object as it moves from station to station. Some advanced designs have encoder-based actuators that have actuator-specific identifiers. When attached to an object, the position processor can supply a machine controller with both the position information and the unique actuator-specific identifier. As a result, these advanced encoder designs can be used as readers.
Many trigger circuit designs are prone to not fire when unexpected object movements occur. In most cases, unforeseen movements occur because someone manually repositions an object to provide clearance for accessing station equipment for maintenance. Other times, unexpected movements occur when power interruptions cause objects to coast off or pass by a powered-off sensor.
Controlled, uncontrolled
The following terms describe the types of object movements designers can expect:
Controlled movement: The expected and commanded motion of an object or mechanism.
Uncontrolled movement: The unexpected and non-commanded motion of an object or mechanism.
Each movement detection trigger is uniquely prone to inadvertently fire or not fire when uncontrolled movements occur. Those trigger designs that fire when sensors deactivate often misfire when a power failure occurs. This causes designers to condition trigger circuits with output signals that enable movement. This design feature ensures power failures do not deactivate sensors to fire triggers.
The enabled output signal ensures only the controlled movement causes the expected deactivation of the sensor. Those trigger circuits that use positive sensor activations to fire triggers are less likely to produce extra triggers. These unwanted triggers usually fire when someone moves a part forward then backward, causing the sequential activation and reactivation of both sensors. Designers guarantee that circuits do not produce extra triggers when they ensure triggers will not arm or fire when someone places the station in a maintenance or manual mode.
The previous definitions describe many forms of movement detection triggers. There are also many hybrid and special forms of movement detection that are derivatives of the ones described. The conveyor-timed, robot interlocked, encoder-based and read-event are special forms that are not critical to understanding the common forms.
Commonly used sensor-based methods typically employ simple two-step, synchronous transfer, release-based, and gap-dependent trigger designs.
Simple two-step triggers
Simple two-step trigger designs guarantee circuits arm and fire triggers using two sensors and one short mechanical actuator attached to each moving object. The spacing between sensors ensures actuators sequentially toggle sensors when objects pass through process stations. Short mechanical actuators and sensor spacing arrangements prevent trailing objects from activating sensors until lead objects exit and complete the sequential toggling of both sensors.
Short actuators make it easy for a control application to detect the exact position of an object stopped in position at a process station. However, this feature usually accompanies machines that need mechanical assistance to stop and position objects accurately. Once an object has stopped, a short actuator, combined with an activated sensor, provides constant and accurate object position information. Regardless, the continuous sensor activation is just a momentary detection step when an object moves through the process station. When an object exits, the sensor deactivates before a downstream sensor activates to detect the part exiting the station. The deactivation of this second sensor completes the two-step signal toggling sequence.
Figure 1 shows a trigger timing diagram for a simple two-step trigger circuit. The diagram shows the sensor activation and deactivation sequence for arming and firing two triggers. The momentary activation of a sensor fires the first trigger that arms the second trigger. Similarly, the brief activation of the next sensor fires the second trigger and rearms the first. This dual arm-and-fire method guarantees an application trigger cannot repeat fire unless both sensors sequentially toggle. The repeated activation and deactivation of any one sensor without toggling the other has no effect on the design.
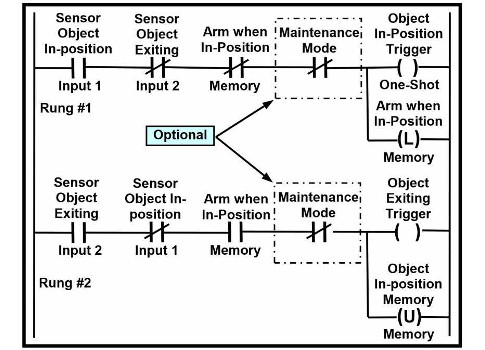
Figure 2 shows a simple two-step trigger circuit that generates an object in-position and an exiting trigger. The optional maintenance mode condition shown on each rung allows operations personnel to generate controlled or uncontrolled movements without causing extra triggers.
If mechanical designers size sensor actuators to compensate for objects coasting to a stop when a power failure occurs, trigger circuits will not stop working after power is restored. As a result, simple two-step circuits can only fail to arm or fire when sensors electrically fail or when actuators mechanically fail to activate sensors. Extra triggers are possible when an object unexpectedly moves forward, backward, and again to repeat the normal activation sequence. Machine designs that use simple two-step trigger circuits create opportunities for circuits to use trigger actuators globally in other process areas. This is because these triggers are highly compatible with control and information system applications. This includes those applications supporting process areas where objects travel pushed or butted together. These easy-to-adopt designs become the impetus for globally using standard two-step trigger circuits while enabling designers to avoid hybrid movement detection and presence detection circuits.
Synchronous transfer triggers
A synchronous transfer is a mechanism that moves many objects ahead one station in one continuous motion. For example, a transfer mechanism lifts all objects above their individual stations, carries them forward one station, and then sets them down in their respective next stations. The transfer mechanism continues to mechanically lower each. After the transfer is completely down, asynchronous processes load the first and unload the last stations. Simultaneously, automated or manual processes occur at each station between the two end stations. The completely lowered transfer mechanism returns to the home position, making it ready to repeat the lift, carry, lower, and return cycle.
Figure 3 shows the conditions for a typical synchronous transfer trigger circuit. This type of circuit guarantees an exiting trigger or entering trigger fires when the transfer mechanism begins to advance. The exiting trigger is common for all transfer stations except the last unload station, whereas the load station has a unique in-position trigger. Except for the first load station, the synchronous transfer circuit also produces an in-position trigger for each station. These triggers fire when a sensor at each station detects the set down part. The mechanical raising, advancing, and lowering of station objects ensures all station in-position sensors sequentially deactivate and reactivate.
Mechanical designs also include actuators to enable sensors to detect the transfer in the advanced, raised, lowered, and returned positions. These mutually exclusive states enable designers to set up unique circuits to fire a common object exiting trigger when the transfer is in the raised position, and when the returned sensor deactivates while the transfer advances forward. Therefore, trigger circuits can only fail to generate triggers when transfer sensors fail and support personnel override normal control and advance, lower, and/or return the transfer.
The fifth rung pictured in Figure 3 uses transfer mechanism sensor inputs, several arming memory signals, and an advance transfer command output to enable the all objects exiting trigger. The normally closed transfer mechanism returned contact in rung five is the last circuit condition expected to change to fire the trigger. Each station has a separate rung programmed to fire a unique in-position trigger. Rung one in the example arms each station trigger. Rung two shows the in-position trigger for one station along the transfer. After the transfer sets down an object at a station, an in-position sensor programmed in rung two activates to fire the in-position trigger. The firing of the trigger causes it to disarm itself.
Synchronous transfer trigger circuits are extremely reliable and not affected by power failures that interrupt input signals. Even if power fails and the transfer returned sensor deactivates before it mechanically de-actuates, the trigger will only fire once per transfer cycle. As a result, premature firing of triggers does not negatively affect control applications.
Gap-dependent triggers
Gap-dependent trigger circuit designs rely on sensors at two consecutive stations or physical points in the process. Mechanical actuators cause circuits to arm and fire triggers exactly like simple two-step designs. However, the presence of a downstream object at the next station has a major effect on designs. Specifically, gap-dependent designs must contend with the false, or reactivation, effects of downstream sensors. Sensor reactivation sometimes occurs when an object begins to move and then suddenly stops. Mechanical tension inadvertently reverses the object to reactivate the deactivated sensor. To ensure control triggers fire properly, designers set up control applications to hold back objects at upstream release points to create gaps between objects. Object gaping ensures sensors toggle in the needed two-step sequence after control applications release objects.
Improve sensor triggers
The following definitions describe some of the sensor verification techniques used to improve trigger reliability:
Time-delayed verification: A technique that uses time to confirm the sensed absence or presence of an object.
Trigger verification: A technique that uses a trigger signal to confirm the absence or presence of an object.
Mechanical verification: A technique that uses the positive sensing of a stationary mechanism to confirm the absence or presence of an object.
Command verification: A technique that uses command output signal to confirm the absence or presence of an object.
The time-delayed and command verification techniques do not guarantee the downstream object reaches the next station. Instead, these designs simply rely on the succeeding station’s in-position sensors to be off for "n" number of seconds before arming the exiting trigger. Designers typically use the command verification technique in conjunction with the time-delay method. The command technique merely uses a signal that is set on when the control application commands the downstream object to depart the station. The time-delayed and command verification techniques provide some level of assurance that the object has departed the station.
The trigger verification technique sets an object departed signal when an object in the next downstream station leaves. For most designs, this trigger is simply the exit trigger for the next station. The object departed signal stays on until another object arrives and fires the in-position trigger for that station.
When designs rely on the next station’s in-position sensor to fire the upstream station’s exiting trigger, the length of the sensor actuator has no effect on designs. As a result, many mechanical designers use varying length actuators for activating sensors. For many designs, this means the actuator can be as long, or longer, than the moving object.
Designs that adopt long actuators typically use two sensors to accurately sense, slow, and stop moving objects. Sensing objects at both ends of an actuator and combining both inputs into one signal often identifies the in-position presence of an object at the stop point. For some machines, the first sensor enables a deceleration circuit to reduce the speed of a moving object. Once the object is moving at a slower speed, the controller has a better chance to stop and position it without the need for a mechanical stop. If the deceleration circuit or brake fails to properly slow or stop the moving object, the object will overshoot the stop position.
Overshooting the stop position causes the first of two in-position sensors to deactivate. This deactivation makes it easy for the control application to detect objects overshooting the stop position. After detecting an overshoot, the control application enables a reversing circuit to change the object’s travel direction. Many control applications have an automatic overshoot and reverse feature that forces a backward-moving object to travel at a very slow speed towards the deactivated overshot sensor.
The mechanical verification technique enables designs to confirm the sensed activation of sensors using a known physical state of a station mechanism. Figure 4 shows an example of a gap-dependent circuit. Specifically, the circuit uses a table raised input signal to verify both station sensors activate when an object enters the station while the table is up. The table lowered control signal, combined with the next station’s in-position sensor, fires the exiting trigger for the first station. Designers who use this technique know how the mechanism’s control application responds to the sensed position of objects. They also know that the control application lowers the table when the object moves toward or reaches the next downstream station.
Designs that use gap-dependent triggers have large station-sized holes moving in the reverse direction of objects. As an object moves forward to fill a hole, another hole appears behind the object. These holes represent the gaps created to support movement detection. The reverse-moving holes characteristic is less noticeable when designs use simple two-step triggers and shorter length mechanical actuators. For the two-step scenario, gaps are smaller because control applications only need to detect downstream objects exiting, and they do not have to wait for them to arrive at the next station.
Figure 4 shows the circuits that generate two gap-dependent triggers. The applied mechanical verification technique uses mechanism position information to fire both an object in-position and object exiting trigger. The labeled "n-position state" combines the enabled state of the table raised sensor and two in-position sensors. The "exiting state" combines the table lowered sensor with the enabled state of the exiting sensor, and the disabled state of the two in-position sensors.
Power failures do not have any effect on gap-dependent trigger designs, but they can fail when sensors electrically fail, or actuators mechanically fail to activate sensors. Unlike simple two-step trigger designs, gap-dependent designs can fail to arm or fire triggers when the control application releases an object too soon. Furthermore, missed triggers occur when the control application releases an object before the proper sized downstream gap is present. This normally occurs when someone manually moves an object, or when another failure occurs that inadvertently initiates the early movement of the object. Like simple two-step designs, extra triggers are possible when an object erroneously moves forward and backward.
Machine designs that force control applications to gap objects make it impossible for designs to generate gap-dependent triggers in non-gapped process areas. This means that in process areas where objects travel pushed or butted together, designers will have to find and use an alternate trigger design. These situations become the impetus for supper-level system designers to add sensors and/or use hybrid forms of movement detection. In some cases, they revert to using presence detection triggers.
Release-based triggers
Release-based trigger designs guarantee trigger circuits arm and fire using one or more in-position sensors and the enabled or disabled state of a release signal. The release signal is usually the output signal that causes object movement. For these triggers, the length of the mechanical actuator varies between different types of conveyors to meet the physical attributes of release points. The length of the actuator guarantees in-position sensors activate when an object stops and stays activated until the object physically clears the release point. Sometimes designers use long actuators attached to objects or they lengthen mechanical sensor actuators. The physical actuation and logical release control ensures trigger circuits emulate the two-step sequence representing the movement of an object.
Figure 5 shows the programmed conditions a release-based circuit typically uses to enable an object in-position and exiting trigger. Control system designers integrate a release signal in both in-position and exiting trigger circuits. The in-position circuit (Rung #2) allows a sensor to fire when an object arrives while the release signal is off. The exiting circuit (Rung #3) fires when the same sensor deactivates while the release signal is on.
Figure 6 shows a release-based trigger timing diagram for the trigger circuit depicted in Figure 5. Specifically, the diagram shows the needed activation and deactivation sequence for an object in-position memory signal, object in-position sensor, release command signal, and two associated triggers (object in-position and object existing).
A release-based trigger circuit fails two ways. First, a circuit can fire an extra false object exiting trigger when the release signal is on, and control power shuts off, causing the sensor input to go off before the object physically moves. Second, a circuit can produce a missed trigger when the control application disables the release signal and the object coasts to deactivate the in-position sensor.
Some control applications use release-based exiting triggers to set downstream object in-position signals. This is accomplished by combining object-sized actuators, release-based triggers, and gap-dependent control schemes. The basic idea is to wait for an object to deactivate an in-position sensor, thus disabling the associated release signal. Designers use the resulting release-based trigger to set a downstream object in-position memory signal. The controlling application will not release another object until after this signal resets. This signal resets when the downstream object departs and positively activates another sensor.
Most control system designers know not to use a sensor transitioning off signal to identify the presence of an object at a downstream station. It is never a first choice as it is always better to have sensor confirmation on the actual position of all objects. So why do control system designers avoid positive confirmation using only in-position sensors in favor of memory signals set by release-based triggers? For most manufacturers, the answer is cost.
How costly can it be to design, purchase, install, and wire one extra sensor per release point? If the conveyor design has many release points, the costs for many sensors can be significant. In some cases, cost combined with reliability becomes the driving factor. Sensor wiring reliability is a factor when designers place sensors on moving mechanisms. A moving mechanism causes electrical cables to flex continually. A continually flexing cable can cause internal wires to break after many repeated cycles. Broken wires normally result in lost production.
Using stationary sensors that sense the arrival of objects is always a better alternative. However, static sensor mounting fixtures create pinch points between moving objects and sensor fixtures. Again, the cost associated with making these pinch-point areas safe for operations personnel becomes a major cost consideration. Figure 7 shows how designers apply a release-based trigger to avoid using a flexing cable to wire a sensor on a lifter.
Figure 7 shows three pictures of an object stopped at a station, moving toward a raised lifter, and then exiting off the lowered lifter to a clear point. The design uses two station sensors to fire an in-position trigger. The firing of the trigger arms an exiting trigger. When the lifter is raised and the gravity stop is up, the control application enables a command output to release the object to the raised lifter. While the release is on, and when the station’s second in-position sensors deactivates, a release-based exiting trigger fires. The firing of the exiting trigger enables an entering lifter timer. When the timer times out, a circuit enables a lifter occupied signal.
Next, the control application lowers the lifter and releases the object. As the object moves away from the lifter, it activates a clear of lifter sensor. The activation of this sensor fires a trigger to reset the lifter occupied signal. With the signal reset, the control application raises the lifter to receive the next object.
Since release-based trigger circuits only work at release control points, designer cannot use them at noncontrolled points. Therefore, these trigger circuits are not viable in areas where objects are constantly moving, pushed, or butted together on a conveyor. For these areas, designers must rely on an alternate trigger design strategy. If actuators are small, designers may be able to adopt the simple two-step triggering method. However, if actuators are long, it becomes difficult to create reliable triggers. This situation becomes the impetus for designers using a hybrid form of movement detection, or reverting to presence detection.
Movement-based anti-repeat circuits
Movement detection is the hidden fundamental of control system designs, while at the same time it is the cardinal cornerstone for upper-level system designs. The term "hidden" in this context means mechanical machine and control system designers do not recognize the importance of movement detection. The cardinal cornerstone means it is the most important building block for control and information systems. Movement detection is important to information systems because it is the key to reliably triggering event-based applications. It is also prominent to control applications because it ensures a machine will cycle one time for each part. This type of guarantee is possible when a design uses a circuit that detects when a part enters and exits a process station.
The following definitions provide some insight on these unique circuit designs.
Work complete: A special momentary signal that goes on after an object stops in position at a station and the machine completes its work.
Anti-repeat circuit: A circuit that guarantees a machine only cycles once by combining a work complete signal and an entering or exiting trigger.
If strategists closely examine various anti-repeat circuit designs, they will discover how applications rely on movement detection. Anti-repeat circuits are unique in how they delay arming or firing triggers until after parts stop and machines are partway through their process. To understand anti-repeat circuits better, strategists need to examine how state-based controlled machines mechanically sequence after objects stop in position at a station.
To ensure part quality, prevent machine damage, and ensure personnel safety, most mechanical designs only allow machines to cycle once after objects stop and present themselves in a work position. "Present" means a machine has mechanically lifted, lowered, clamped, or positioned an object to start the work cycle. When the work cycle completes, the control application enables a work complete signal, thus declaring the machine process to be finished. An anti-repeat circuit combines the machine’s work position state with one or more work complete signals needed to set or reset an anti-repeat signal. The act of setting and resetting the anti-repeat signal is similar to arming and firing a movement detection trigger.
All automatically controlled state-based machines directly or indirectly need anti-repeat circuits. Without an anti-repeat circuit, the control application cannot determine if it should release the processed part, or start a new cycle on an unprocessed part. In some cases, detectable mechanical changes to parts prevent repeat cycles. This means designs need to have one or more special sensors to detect physical changes to the main part after the process completes. This approach is not always feasible because mechanical designers cannot position sensors to detect small changes to processed parts. As a result, control system designers quickly discovered the use of anti-repeat circuits to be a more reliable and inexpensive alternative.
Anti-repeat circuit signals
For most machines, the mechanical start cycle and release part states are physically alike and identified using the same set of sensor inputs. To avoid repeat cycling, control applications use one of the following anti-repeat circuit signals:
Cycle-Start: An anti-repeat circuit signal that triggers on when an object enters a process station and triggers off when the station’s work complete signal goes on.
Cycle-Complete: An anti-repeat circuit signal that goes on after a part stops and a work complete signal goes on, and triggers off when the object exits the process station.
Figure 8 shows a typical machine sequence diagram. The diagram uses strategically placed bars to denote the sequential order of a part entering, clamps closing, robot working, clamps opening, and the same part exiting.
To make a machine work in a prescribed sequence, the design needs to incorporate an anti-repeat circuit. Some applications use an entering sensor trigger to set a cycle-start signal. This means they reset cycle-start signals when control applications detect work complete signals going on. Other designers make control applications enable work complete signals, which then set cycle-complete signals. These anti-repeat circuit applications use exiting sensors to reset cycle-complete signals.
Most state-based machines achieve the same physical state at least twice in their normal cycle. Each state before the work process starts usually matches a state after the work process completes. Figure 9 describes each of the six numbered physical states shown in Figure 8. Notice how the three states occurring before the robot starts working match the three states after the robot completes its work.
When machine sequences have identical states, designers add the enabled or disabled state of an anti-repeat circuit signal to each physical state. Designers can use either a cycle-start or a cycle-complete signal. These signals enable state-based control applications to differentiate between two physically identical states. None of this works without movement detection triggers setting a cycle-start or resetting a cycle-complete signal.
Most control applications need triggers to signal the arrival and departure of objects. Since both anti-repeat circuits use in-position sensors, the issue becomes the differences associated with needing an entering or exiting sensor. Either sensor supports the generation of a trigger that enables a control application to reset and ready a station to receive its next object.
Design advantage
A big advantage to using a cycle-complete design is the opportunity it creates to hold a part at an upstream station. A cycle-complete design that uses an exiting trigger enables the upstream release application to monitor the successful activation and departure of the downstream object. A successful departure means the downstream station is ready to accept a new object. If the station is not ready, the upstream station holds and does not release the object. As a result, when an object does not successfully exit and ready the station, the station remains empty. Keeping the station empty allows maintenance personnel to easily access and fix defective station sensors. A cycle-start design cannot enable the previous station to hold back and object. The upstream application cannot recognize an entering sensor failure until after it releases the object from the previous upstream station. This means stations have objects present when maintenance personnel need to gain access to fix a defective station sensor.
Figure 10 shows a signal timing-diagram for a cycle-start circuit. The diagram shows how designers use anti-repeat cycle-start circuit signals with a state-based machine application. The application sets the cycle-start anti-repeat signal when a new object activates an entering sensor. The application then resets the cycle-start signal when the station’s work is complete.
Figure 10 shows a signal-timing diagram for cycle-start control application. Specifically, the diagram shows the delayed activation of an object in-position trigger. This trigger fires when the associated circuit recognizes the enabled work complete signal. The design uses this trigger to reset the cycle-start signal that the application initially enabled when the object entered the station.
Figure 11 shows a signal timing-diagram for a cycle-complete circuit. The diagram shows how designers use cycle-complete anti-repeat circuit signals to state-based machine applications. The application sets the work complete anti-repeat signal when the station work process is complete. The application then resets the cycle-complete signal when the object exits the station.
The signal timing in Figure 11 shows the delayed activation of an object in-position trigger. This trigger fires when the associated circuit recognizes the enabled work complete signal. The design uses this trigger to set the cycle-complete signal that later resets when the object exits the station.
Control system characteristics
Before system designers attempt to influence movement detection designs, they must recognize how various sensor configurations and actuator designs affect control applications. This means being able to recognize working characteristics of different types of machines. Specifically, how do machines and applied control applications accurately identify objects stopped in position at machine stations? How do designs prevent entering objects from accidentally colliding into the rear of downstream objects as they move forward from station to station? How do colliding objects affect machines, critical applications, and production processes? Equally important is how do control applications allow maintenance personnel to recover from collisions?
To answer these questions, designers must examine the mechanics of conveyance machines and the control features used to prevent or reduce the effects of colliding objects on manufacturing processes.
Sensor failures cause object-related positioning errors, which in turn can cause objects to collide. Machines need high levels of protection if any of these events can cause damage to machines, create major production losses, or create safety hazards for locally stationed personnel. Machines need low levels of protection if these events only cause minor production losses and inconveniences for support personnel. The total effects colliding objects have on applications, processes, and personnel dictate the crash protection machines need.
Machine designers recognize the effects collisions have on control applications and work with control system designers to mitigate their effects. Rarely do machine designers consider the effects of sensor failures, positioning errors, or collisions on upper-level system applications.
Some machines mechanically prevent crashes by the way they synchronously grasp and move objects. Other machines rely on control applications to manage the release of objects as they move from station to station. These control applications have the ability to hold back objects until downstream objects have successfully departed and cleared their stations.
Sensor zones
Since it is not cost-effective to place an infinite number of sensors along the paths of a moving object, mechanical designers strategically place limited numbers of object detection sensors. Mechanical designers expect control applications to use these sensors to identify locations of moving objects within zones. In most cases, this means sensor placements enable control applications to detect objects exiting stations, clearing stations, stopping at stations, and entering next stations. The detected movements enable control applications to set and reset zone occupied signals. An enabled zone occupied signal prevents a control application from releasing other objects into an occupied zone. The setting and resetting of zone occupied signals is analogous to arming and firing movement detection triggers.
The reliability of movement detection circuits dictates how control system designers keep object-specific build information synchronized with a moving object. If designs are reliable, they use special control applications to synchronize controller-stored build information with moving parts. These applications use movement detection triggers to cause build information to shift from one controller register to the next as objects move from position to position. Therefore, it is important to understand how colliding objects cause trigger misfires, and how these misfires cause applications to shift or not shift register information. Although there are production losses caused by the need to reposition collided objects, the need to manually synchronize shifted information significantly extends the length of any production loss event.
Instead of identifying and correcting the root cause of collisions, many machine designers wrongly declare shift-register applications to be unreliable. It is important that machine designers and manufacturers recognize and place the proper blame on the electromechanical characteristics of movement detection designs. Regardless, if machine designers deem movement detection designs unreliable, they have three possible courses of action. The best course is to push back on mechanical designers to have them improve the electromechanical characteristics of machine designs. Another approach is to design shift-register applications that use shifting pointer data to point at stationary object-specific build information. These applications make it easy for support personnel to synchronize information by setting register pointers.
However, pointer-based designs only reduce the amount of lost production by minimizing the amount of data needing synchronization after a collision occurs. Another course is to accept the negative effects of poor movement detection designs and work around them to mitigate their impact on processes. One common mitigating approach is to embed build information onto part or carrier attached tags. These designs need special readers and applications that extract build information from tags before they pass it to control applications at each station. Since there is a physical association between objects and tags, there is never a need to manually synchronize build information or pointers after maintenance personnel reposition collided objects.
Conveyor mechanical designs dictate how objects move. If objects move asynchronously from station to station, the electromechanical characteristics of movement detection decide how control applications trigger zone occupied signals when objects move.
Loose or tight control
Overall, the mechanical zone triggering characteristics cause control systems to fall into one of the following two design categories.
Loose control system: A generic conveyor design that is less susceptible to the effects of colliding objects.
Tight control system: A generic conveyor design that is more susceptible to the effects of colliding objects.
Typically, the movement detection circuits used by control applications determine the loose or tight control system category. A loose control system controls the movements of objects by relying on gap-dependent or release-based trigger circuits. A tight control system controls the movements of objects by relying on simple two-step or synchronous transfer trigger circuits.
The mechanics of machines decide the manufacturing processes control and system applications must support. When designers deploy loose control systems to machines that are collision tolerant, resulting applications are set up to expect collisions. These designs produce more trigger misfires when compared to tight control system designs applied to machines that cannot tolerate collisions. System applications are less reliable when they connect to control systems that produce a larger number of trigger misfires. System applications are more dependable when they connect to control systems that tightly and reliably control the movements of parts.
For those upper-level system strategists confronted with machines governed by loose control systems, opportunities exist to improve both machine control and manufacturing execution system (MES) designs. For many of these machines, enabling simple movement detection triggers comes through changing sensor actuators and adding sensors. Once control system designers apply the principles of two-step triggers to loose control systems, upper-level system designers can develop, adapt, and deploy dependable system applications.
Loose control systems
Machine designers apply loose control systems to machines that roughly control the flow of moving objects. When objects collide, these machines are not likely to endanger personnel, physically damage equipment, or cause excessive production losses. The expected increased number of collisions causes an equal or greater number of trigger misfires. As a result, loose control systems use designs that focus on mitigating the effects of poor movement detection. To minimize production losses associated with collisions, designers compensate by using reader applications instead of shift-register applications.
Most loose control systems contend with mechanical machine designs that have extended sensor actuators. Skid or pallet conveyors are examples of machines that control the movements of objects using extended sensor actuators. The use of long actuators enables control system designs to use conveyor-timed, gap dependent, and release-based trigger designs. These longer actuators prevent sensor triggered control applications from identifying the exact positions of objects. Often, these control applications rely on leading-edge sensor activation timing or two sensors to detect the ends of long actuators. Collisions are more likely to occur when control applications inadvertently release objects towards downstream partially occupied stations.
To set up gap-dependent trigger circuits, loose control systems control the spacing of objects. Many applications space objects by using a timer circuit to time the deactivated state of an in-position and exiting sensor. When the timer circuit times out, the control application releases a new object toward the in-position sensor. This time-coordinated release of objects sets up the sensor timing needed to arm and fire gap-dependent triggers. When objects fail to move in a timely manner, gap-dependent designs will not produce the necessary triggers.
To set up release-based trigger circuits, loose control systems identify the presence of downstream objects using signals that memorize release events. These released memory signals are set when release commands are on and sensors deactivate to indicate objects exiting. The potential for collisions exists when release-based designs fail to release objects and accidentally fire exiting triggers. Object collisions occur when control applications react to trigger misfires and release objects behind objects that did not move.
Gap dependent and release-based designs assume objects will move and properly position themselves. To compensate for collisions and positioning failures, control applications make it easy for maintenance personnel to respond and take corrective action. This means providing the necessary control features needed to alert personnel, reposition objects, reset circuits, and resume production. Most reset circuits use "ghost-buster" pushbuttons that enable support personnel to reset zone or station occupied signals.
For some designs, it also means using many readers and tag reader applications instead of movement-based shift-register applications. Instead of slowly synchronizing registers, pushbutton enabled reader applications allow support personnel to quickly synchronize build information.
Tight control systems
Machine designers apply tight control systems to machines that closely control the flow of moving objects. When objects collide, these machines are more likely to endanger personnel, physically damage equipment, and cause excessive production losses. As a result, tight control systems use designs that focus on improving movement detection. Robotic processes that rely on robot-interlocked triggers are found in tight control systems. The expected decreased number of collisions causes an equal or lesser number of trigger misfires. When there are fewer misfires and associated production loss events, designers embrace the use of shifting register applications.
Most tight control systems take advantage of mechanical designs that use short sensor actuators. "Power-and-free" conveyors and multi-station synchronous transfer mechanisms are examples of machines that tightly control the movement of objects using short actuators. The use of short actuators enables control system designs to use simple two-step trigger designs. The shorter length actuators enable sensor triggered control applications to identify the exact positions of objects. These applications rely on memorized zone occupied signals to identify objects that are between sensors. Collisions are less likely to occur when control applications reliably and knowingly release objects toward unoccupied downstream stations.
To set up simple two-step movement detection, tight control systems rely on the guaranteed sequential mechanical activation of two sensors. Object spacing or the uncontrolled release of objects does not affect the sensor activation sequence. As a result, short actuators and the spacing between sensors guarantees movement detection circuits will trigger to reflect the movements of objects.
Simple two-step movement detection is critical to knowing when objects enter and exit machine stations. Tight control systems increase the repetitive nature of stations, prevent mechanical collisions of objects, and increase reliability of object counter circuits. Without simple two-step movement detection, machines needing tight control systems would likely have an increased number of equipment failures, collision damage, production losses, and safety hazards.
Applying tight control systems creates closely controlled manufacturing processes. Applied control systems verify parts properly position themselves as they move from station to station. Tight control systems protect against part positioning errors and collisions by making it difficult for machines to fail. However, when failures do occur, many of these designs include automatic shutdown features to minimize hazards to personnel and equipment.
Daniel B. Cardinal is a systems engineer for InSyTe Inc., implementing integrated scheduling and part identification applications in the automotive industry; edited by Joy Chang, digital project manager, Control Engineering, [email protected].
ONLINE
See parts 1 and 2 of this story below.
Key concepts
- Mechanical actuator and sensor placements can have a negative effect on all applications. Control system designers must recognize inferior mechanics and work to improve machine designs.
- For those upper-level system strategists confronted with machines governed by loose control systems, opportunities exist to improve both machine control and manufacturing execution system (MES) designs.
- Simple two-step movement detection is critical to knowing when objects enter and exit machine stations. To set up simple two-step movement detection, tight control systems rely on the guaranteed sequential mechanical activation of two sensors.
Consider this
Before you embark on a project, ask how machines and applied control applications accurately identify objects stopped in position at machine stations. Also, understand how various sensor configurations and actuator designs affect control applications.