Manufacturing execution system (MES) solutions require a great deal of planning and testing to be successful and it requires everyone on the shop floor to be on the same page.
Most of the big manufacturers have implemented or are thinking of implementing manufacturing execution systems (MES) solutions. There are many manufacturing companies who have not formally implemented MES, but they are still implementing, embedding, or capturing MES functionality on a daily basis. All companies process orders, manage materials, and track personnel in many non-standard ways on their existing supervisory control and data acquisition/human-machine interface (SCADA/HMI) systems or even in manual logs.
The non-standard MES application might achieve the expected targeted productions, but it is missing opportunities such as process analysis, quality improvement, change management, material traceability, and continuous improvement.
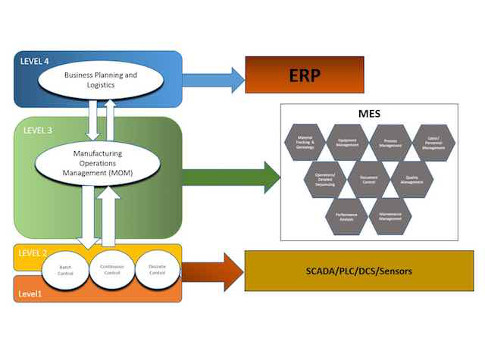
MES solution software is designed to act as the intermediate solution between the enterprise resource planning (ERP) system and shop floor process control. Many common MES functional modules are designed to provide well-defined operations management. This includes real-time production order management, quality validation, and key performance indicators (KPIs) for manufacturing.
Since most of the MES Solution software is in compliance to ISA S95, it can be interfaced with most of the ERP solutions software available in the market. Implementing MES solutions provides the end-to-end view of production performances and order scheduling by interacting with ERP and the plant floor to generate a device history report.
Why many MES solution projects aren’t successful
Most information technology (IT) projects fail, go through budget overruns, or do not meet expectations. Reasons for this include a poorly defined scope for the project, change management, and and the wrong selection of technology and software.
The shop floor operations are complex and follow distinct operations in every industry. Also, in many industries, the shop floor equipment might be custom-built and therefore has limited options to interface with the external systems. Developing a new MES solution from scratch can lead to failure unless a systematic plan is developed.
A few of the commonly identified reasons for MES failures include:
1. Lack of commitment from management for MES development.
2. Lack of involving the right people such as the production department, business analysts, and functional consultants.
3. Lack of well-defined shop floor production processes
4. Wrong MES software and/or vendor selection
5. Unrealistic expectations and shifting focus on lower cosmetic issues than the functional implementations.
6. Last-minute scope creep and change management
7. Lack of existing internal IT systems
8. Wrong production line/unit selection for pilot testing the MES application
9. Lack of training and resistance from shop floor users.
Planning and implementing approach for an MES Solution
Systematic planning is required for successfully implementing a MES application. Following these 12 steps will help management overcome potential issues.
1. Explore the need for an MES and identify the major problems and scope for improvement required in the plant floor. In other words, prepare a Business case analysis.
2. Discuss and define the MES feature scope of the project with stakeholders such as shop floor executives, Internal IT, controls and automation.
3. Develop detailed user requirements. Involve external MES consultants who can oversee all the external interfaces if required.
4. Identify the software and vendor.
5. Prepare gap analysis with the existing and new external interfaces, solution plan and the project schedule including the pilot rollout and full MES rollout plan, resource plan, project budget, risk assessment, and a training plan.
6. Define the new system architecture and get clear understanding of the external interface availability timeline.
7. Ensure the following covers and verify with the ERP team to interface:
b. Capture all the properties associated with the products/materials those will be involved in the production and model them in compliance with the ISA 95 Material Model.
c. Capture the production routing, production processes, recipe, and quality parameters and map them in ISA 95 Production Model
d. Capture all the roles and personnel involved in the process and map them in ISA 95 Personnel Model.
8. Develop a pilot application and determine the feasibility of the expected functionality and interface with shop floor and ERP.
9. Develop the MES application and do thorough validation in a test environment. Be sure to include shop floor executives in the MES software validation team.
10. Provide the training and rollout the tested MES application into pilot production line and integrate with the external systems, monitor the behavior of the new MES system, and fix any potential issues.
11. After the MES application test is validated in the pilot production line, execute training, and rollout plans for the rest of the site.
12. Monitor and provide support on the MES solutions.
This post was written by Sathiyanarayanan Ramanathan. Sathiyanarayanan is a senior developer at Maverick Technologies, a leading automation solutions provider offering industrial automation, strategic manufacturing, and enterprise integration services for the process industries. Maverick delivers expertise and consulting in a wide variety of areas including industrial automation controls, distributed control systems, manufacturing execution systems, operational strategy, business process optimization, and more.
Maverick Technologies is a CSIA member as of 1/24/2017.