Redleaf Biologics is a manufacturer producing botanical extracts from the red sorghum plant; The company worked with system integrator Gray Solutions to move their operation from the pilot and laboratory scale to full-scale industrial production. Read the case study below.

Learning Objectives
- Explore the process of scaling up from an R&D environment to an automated food-grade production facility.
- Learn how pre-existing hardware, field devices and other equipment can be integrated into a new plant or facility.
- Discover how open architecture can be used to ease future scaling efforts.
System integration insights
-
When kicking off a project with a key process control scope, the state of the art of the process technology should be as well known by the team as possible.
-
Beginning with an ISA 95 model for defining the plant system, each layer required a degree of flexibility and agility to support the project.
-
After both physical and digital architectures were put in place to satisfy the immediate project needs, considerations were also made for scalability.
Project background
After several years of product development, the RedLeaf Biologics team had reached a point where extract from their unique red sorghum plant was commercially and economically viable for various markets, including food, beverage and cosmetics. Until then, the entire process had only been validated on a pilot or laboratory scale. Not only was the product first of a kind, but the dried sorghum required custom designed extraction equipment. As a result, space for primary extraction and subsequent downstream processing required fitting out an existing industrial facility. The Gray Solutions team was solicited for process and automation integration services to support the effort.
Initially, the RedLeaf team relied on internal resources to begin the build-out. The system integator was able to provide gap assistance in other key areas including contract documentation, power distribution, compressed air systems and process design. Ultimately, however, the project consisted of automation design, programmable logic controller (PLC) and human machine interface (HMI) development, process integration, installation and commissioning for the new production process. It provided the customer a solution to move from the R&D environment to an automated food grade production facility. The process included receiving of raw material, material handling, process, packaging, CIP, data collection, quality, traceability and interfacing with other OEM control systems.
Formalizing knowledge transfer for automation functional design
When kicking off a project with a key process control scope, the state of the art of the process technology should be as well known by the team as possible. Prior knowledge from the system integrator of plant-based extraction and drying technologies were used to facilitate knowledge transfer workshops with the customer. The RedLeaf team had spent years correctly identifying and specifying parameters that were unique to their operation including special solvents or co-solvents, plant rheological behavior, desired and undesired reaction data, preferred dewatering technologies and issues pertaining to safety and quality.
The RedLeaf team provided a vision regarding the future of the plant size and broke it down into three phases. The first phase was a low capacity, initial launch followed by proof of concept of the process. The two remaining phases were tied to plant capacity benchmarks. As part of this, both teams worked on scope development early to identify key customer requirements for the automation systems, both from scale and functionality perspectives. One of the challenges faced by the integration team was implementation of pre-existing hardware, field devices, switch gear and equipment skids with the new systems. Part of the scope would therefore include evaluation of needs for such devices. New process valves and instruments were selected to support potential developments in process control and monitoring. Considerations were also made for preferred automated sequencing of liquid extract transfers between each of the processing steps. Digital communication buses were considered, but ultimately not required to support future phases. Devices were therefore either discrete or analog, excluding drives. The selected drives were installed with Ethernet I/P for all three-phase equipment.
The functionality of running each extraction was essential to the process. The batch is time and pH sensitive, and both parameters require control and timing. The addition of water was necessary through two piping inlet locations, which the operators would be given the option of quantities to add per location. There was further discussion regarding batch sequencing, and it was also acknowledged that a hybrid automatic-manual approach to step progression would be needed. Operators would be required to issue commands back to an automation system to acknowledge the change in batch state.

There were handshakes to be made between unit operations that operated in batch mode (e.g., pH adjustment steps) and continuous modes (e.g., dewatering). Again, following the hybrid approach to batch progression, hold time prior to dewatering is a key parameter. Hold time was counted down automatically and alerted operators that dewatering may commence. However, operator intervention would be required for eventual change in state from holding to transferring.
Product dewatering equipment had been previously selected prior to project commencement. The system integrator evaluated the 3rd party technology for integrability, as well as other OEM features. It was then determined that the core operation would remain with the existing equipment, especially as it included custom ramping programs to drives. Discrete status signals from the equipment skid were available to provide potential operability handshakes. For example, if the signal indicated a “running” state, raw product could be transferred accordingly.
After the series of workshops that included identifying field devices, final hardware selection proceeded. This did require swift attention and decision turnaround times. Supply chain disruptions were still prevalent, and the team did evaluate components to prioritize when putting out an order schedule. Gray Solutions specified a CompactLogix 5069-L320ER PLC with 440C-CR30 Safety Relay. The CR30 allowed the safety zones to be divided as needed throughout the process. Then, if it were to be decided to change the zoning, only minor programming changes would be needed. Some of the features of the Power Flex 525 utilized on this project were the Safe Torque Off (STO) and Auto Device Configuration (ADC). The STO feature reduced the time of design and programming of the safety system, while also allowing the VFD to remain powered during a controlled safety stop. It was designed such that there would be no need to disconnect the line power. The ADC allows the parameters of the drive to be stored in the PLC, providing a major time savings if the VFD ever needs to be changed out. It also helps prevent accidental misconfiguration of the parameters and restricts access. Therefore, drive replacement could be simplified with little to no configuration required depending on the type of switch being used. The PLC would automatically download the parameters to the drive.
Leveraging an open architecture framework for product and process commercialization
Beginning with an ISA 95 model for defining the plant system, each layer required a degree of flexibility and agility to support the project. During the scoping phase, it was understood the quality systems would still need further definition in the future, as it pertained to record-keeping and data security. It was generally preferred to utilize the same system for plant level control as accessibility to historians. Although no manufacturing execution system (MES) was selected as of this writing, there was consideration for a platform to support a potential seamless integration.
The system integrator ultimately chose to use Ignition for HMI and supervisory control and data acquisition (SCADA) services. The decision to go with Ignition was primarily based on future considerations. The scalability, unlimited licensing model, cross-platform compatibility, web-based deployment, open-source technology and development efficiencies were major advantages that overcame the alternatives in this particular application. Ignition’s open-source platform allowed ease of data collection from other controllers, systems and field devices to store the data in a SQL database for historizing, trending, reporting, alarming and traceability. For purposes of verification, the customer wanted the ability to see who made changes and modifications or started a process.
Ignition includes a built-in auditing system to support this feature, where it records actions such as user login/logout, tag writes, database writes, query and script execution, alarm notifications, report execution and so on. This was displayed on a power table that could be filtered to quickly find a tag or action. Ignition also simplifies database programming with its named queries, transaction groups and query builder. Specialized database programming training was not necessary to build tables, modify columns, or to read/write, create or modify. Ignition has access to an extensive library of training videos and user manuals, which were utilized during the development phase. Another beneficial feature of using Ignition was brought forth when performing the Factory acceptance test (FAT). The team was able to do complete this virtually with the use of Ignition’s Web-based platform.
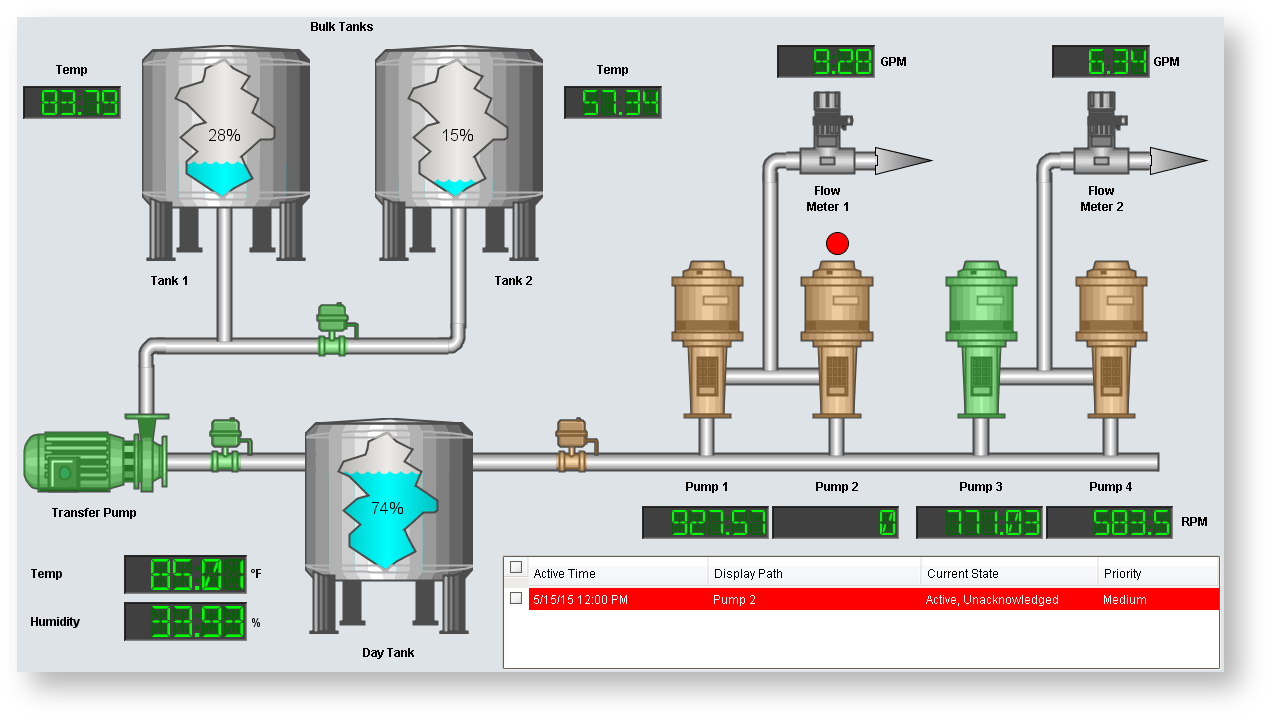
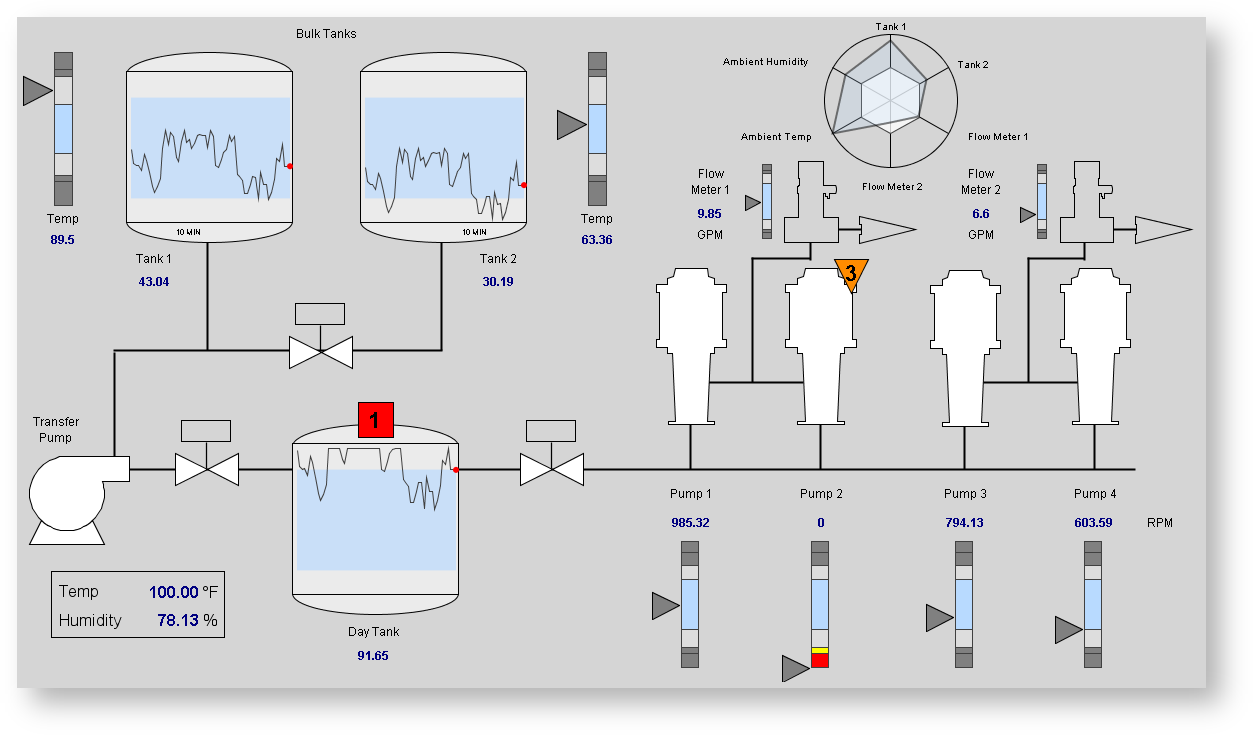
On this project, the system integrator worked with the customer to develop a High-Performance HMI by adopting ISA 101 concepts. Some benefits to the ISA 101 approach include consistency, navigation efficiency, reduced distractions, minimal glare and, most importantly, the ability to highlight abnormal situations. As with many HMI development projects, there are varying levels of visualization, but the intent was to allow the operator to see any alarms or abnormalities at a glance. Below are a couple of examples of Traditional HMIs vs High Performance HMIs.
In an effort to provide a more efficient navigation method, Ignition’s multi-tier tab strip fit was used.

The customer asked if we could incorporate quality data into the system. Ignition made the addition seamless. We were able to quickly add Batch IDs, Product IDs, Chemical IDs, Bale IDs, pH levels, leaf weights, water weights, and other product weights throughout the system. All this data was stored in the SQL database and displayed for the customer to meet their traceability and mass balance needs.
Launching future potential
After both physical and digital architectures were put in place to satisfy the immediate project needs, considerations were also made for scalability. Although specific production targets were part of the discussion, the hope was for continued growth and innovation beyond. While the emphasis was placed on leaf processing and extract recovery, the RedLeaf team has established a vertically integrated production model. This included an on-farm presence with associated sorghum selection and development program. Such improvements add a layer of complexity to traceability and integration.
While manufacturing execution systems (MES) were not included in the project, Ignition also offers a platform for either creating or integrating potential systems for RedLeaf. There are Partner modules such as overall equipment effectiveness (OEE), Track and Trace, statistical process control (SPC), Batch Procedure, and MES Enterprise. As RedLeaf integrates the operations from multiple locations, IIOT integration will become key as well.
Kendon Jacobson, senior process engineer, Gray Solutions. Wayne Noblin, manager, automation, Gray Solutions. Edited by David Miller, Content Manager, Control Engineering, CFE Media and Technology, [email protected].
CONSIDER THIS
How can you lay the groundwork for future scaling efforts in your facility?



