Process automation and optimization need to use automated multivariable control so it evolves into an industry core-competency, providing low cost, low maintenance and high agility with long life-cycle technology instead of manual multivariable control. Understand limits and targets of advanced process control.
Learning Objectives
- Examine limits and targets in a multivariable controller.
- Look for constraint control and optimization in multivariable control.
- Understand that active limits and targets should not contain MV limits.
One of the chief lessons of the multivariable process control (MPC) era is multivariable control is not a specialization, but rather a central aspect of almost every process operation – ask any operator or process engineer. Most process operations, in large part, are exercises in manual multivariable control, and that manual multivariable control is an existing core-competency of the process industries (see Multivariable control as core-competency).
To take process automation and optimization to the next level of advanced process control (APC), automated multivariable control must evolve into an industry core-competency, that is, a low cost, low maintenance, high agility, long life-cycle technology. This never emerged from MPC, but multivariable control can be more easily understood and mastered by observing traditional manual multivariable control principles and practices, so automated multivariable control core-competency will (finally) emerge.
Limits and targets in a multivariable controller
MPC uses specialized terminology so even its more common terms, such as manipulated variable (MV), controlled variable (CV), limits and targets, often pose a barrier to understanding and participation by non-APC specialists. This is unnecessary because manual multivariable control has been around much longer and has terminology that operators, process engineers, and other members of the on-site operating team are already familiar with.
A single-loop controller can be thought of as a multivariable controller with one MV (the output), one CV (the process variable), and one optimization target (the setpoint): The controller manipulates the output (the MV) to control the process variable (the controlled variable or CV) to the target value (setpoint). The operator cannot adjust the setpoint outside of setpoint limits, and the controller will not adjust the output outside of output limits. Ideally, in a multivariable controller, MV setpoint and output limits are the same as the base-layer controller settings, and CV limits are the same as existing alarm settings. For most intents and purposes, these are the same settings.
The difference in a multivariable controller is MVs may respond to, or may be limited by, the CV limits and targets of any connected CV in the matrix (see Part 1). In single-loop control, the controller is only subject to its own limits, so it is easy to understand controller behavior. In multivariable control, it may be necessary to be familiar with (or take a look at) the matrix connections in order to understand ongoing controller behavior or to adjust limits and targets when necessary.
Constraint control and optimization in multivariable control
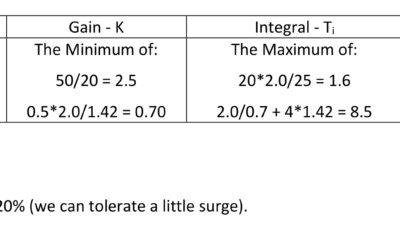
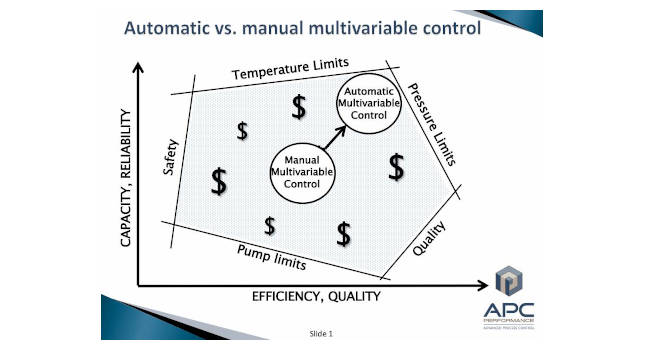
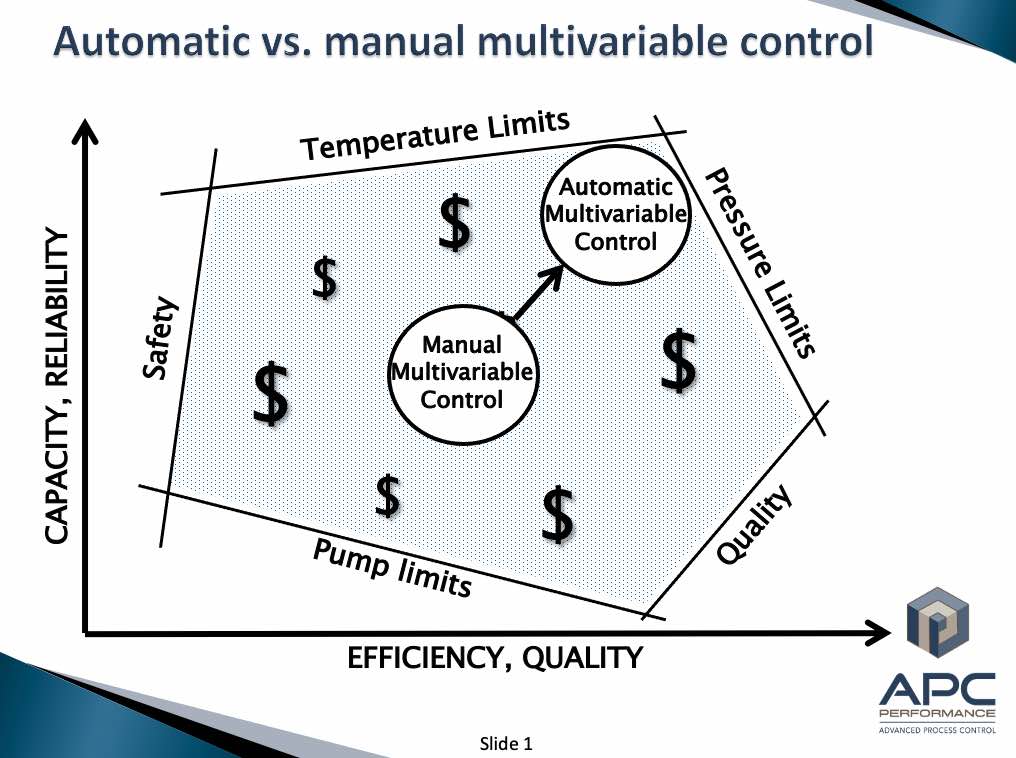
The concepts of high and low limits, which designate an acceptable window of operation for each variable, versus targets and setpoints, which designate a preferred (or optimal) operating point within the window, give us the concept of constraint control and optimization, which is synonymous with multivariable control. In multivariable control, the first priority is constraint control, which means keeping the CVs within the constraint limit window. The second priority is optimization, which means using remaining MV availability (after constraint control) to move variables towards optimization targets to the extent possible within the constraint window. This concept is illustrated by the classic multivariable constraint control and optimization diagram (Figure 1).
In single-loop control, it is expected the controller will be able to achieve the setpoint without running into output limits, but in multivariable control, it is expected there will normally be a number of active limits. The math of multivariable control is the total number of active limits and targets will equal the number of MVs. The remaining variables should be within limits, but not necessarily at limits or targets. When this cannot be achieved (all variables within limits), the limits are said to be infeasible, and the operating team must evaluate which limit(s) to adjust or (for the time being) disregard.
Active limits and targets should not contain MV limits
Ideally, the active limits and targets will not include any MV limits, which is equivalent to a single-loop controller being at an output limit and often indicates missed optimization potential. It also often indicates a “pinched” MV that has been completely defeated by restricting its limits. In a multivariable controller, the optimal condition is with all MVs either at their own optimization target, or controlling a connected CV to its optimization target, or against a connected CV’s limit that prevents the MV from achieving a target, but the MV is doing the best it can under the circumstances. This this is known as the MV utilization metric (see Part 3 next issue).
Allan G. Kern, P.E., is owner and consultant at APC Performance LLC. Edited by Mark T. Hoske, content manager, Control Engineering, CFE Media and Technology, [email protected].
MORE ANSWERS
KEYWORDS: Matrix, advanced process control (APC)
CONSIDER THIS
What’s your motivation for automated multivariable control?
ONLINE
https://www.controleng.com/control-systems/pid-apc/
This 3-part series by advanced-process control expert Allan Kern is designed to inform control engineers of the essential aspects of multivariable control that every process control engineer should know.